
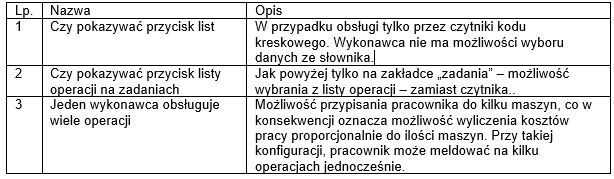
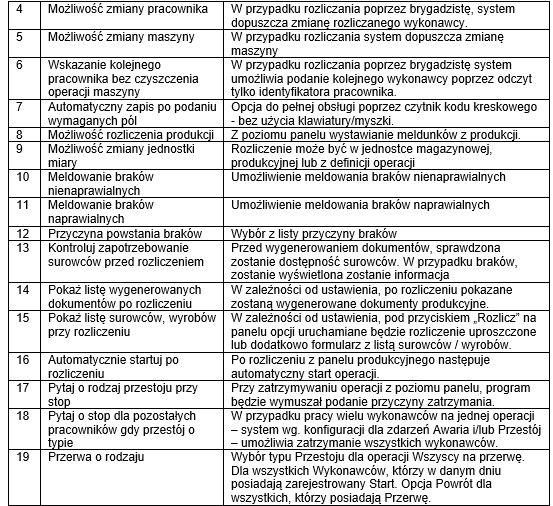
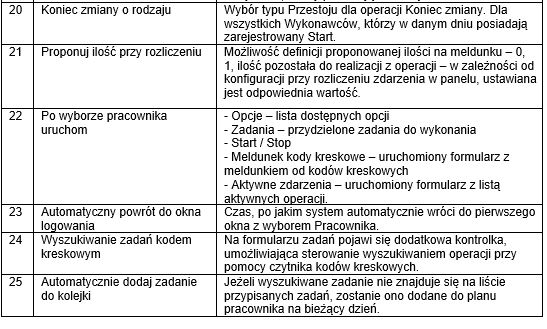
1.Zarządzanie produkcją
1. Wstęp
Moduł Zarządzanie Produkcją to jedna z części Zintegrowanego Systemu Zarządzania humansoft HermesSQL, wspomagającego przygotowanie i realizację procesów produkcyjnych.
Program HermesSQL to nowoczesny program, który pozwala właściwie zorganizować produkcję, usprawnić „łańcuch dostaw” i maksymalnie wykorzystać posiadane środki produkcji oraz zasoby ludzkie. Umożliwia pełną identyfikację procesów produkcyjnych wraz z łatwym śledzeniem surowców i wyrobów gotowych na wszystkich etapach produkcji.
Moduł Zarządzanie produkcją jest dość autonomiczny w stosunku do całości systemu, jednak potrafi ściśle współpracować z pozostałymi opcjami programu. Funkcjonalność modułu przede wszystkim dopełniają Zamówienia na sprzedaż.
2. Zarządzanie produkcją – wprowadzenie
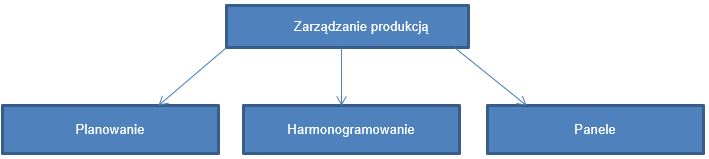
Od 1 marca moduł Zarządzanie Produkcją został podzielony na 4 licencje:
- Zarządzanie produkcją
- Plan produkcji
- Harmonogram operacji
- Panele produkcyjne
Zarówno Planowanie, Harmonogramowanie czy Panele nie mogą istnieć bez głównego – podstawowego modułu „Zarządzania produkcją”.
Krótki opis poszczególnych modułów:
- Zarządzanie produkcją
- Technologia, operacje – przygotowanie produkcji
- Zlecenia produkcyjne
- Rozliczenie produkcji
- Meldunki
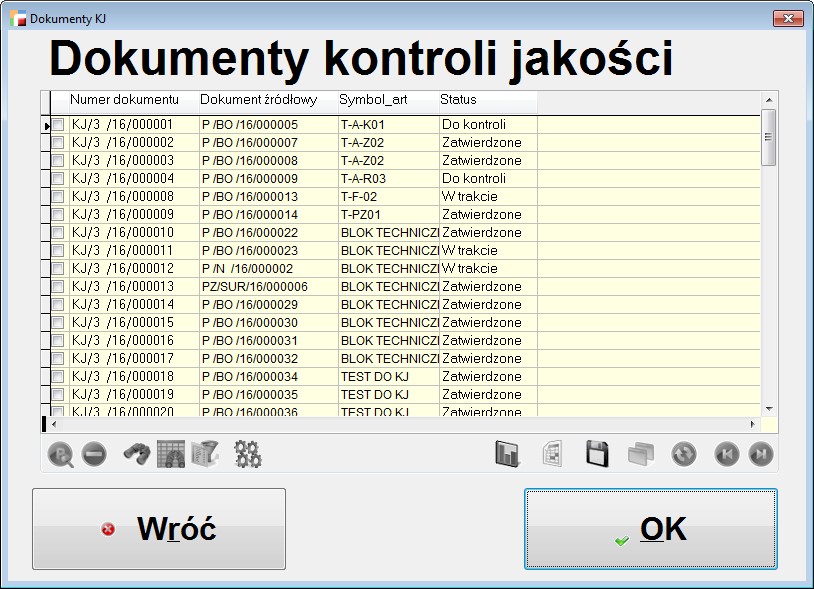
- Kontrola jakości
- Plan produkcji
- W definicji dokumentów dokument dostępny Plan produkcji
- W menu Plan dostępna opcja Plan produkcji
- W menu TPP dostępne opcje:
- Plan produkcyjny – konfiguracja
- Plan produkcyjny – formuły produkcyjne
- Plan produkcyjny – formuły zapasu dod.
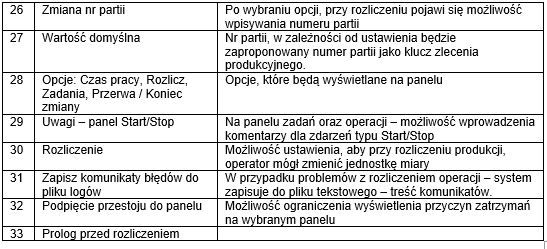
- W opcji Analiza chodliwości -> F12 -> dostępna opcja Przenieś zaznaczone pozycje do planu produkcji
- Harmonogram operacji
- W menu Plan dostępne opcje:
- Operacje zlecone
- Operacje zlecone – kody
- Kolejki
- Grafik pracy
- Graficzne przedstawienie produkcji
- Harmonogram produkcyjny
- W opcji Analiza zamówień pod produkcję -> Analiza Produkcji –> na formularzu Zlecenia i Podzlecenia dostępne opcje:
- Generowanie harmonogramu zleceń po wygenerowaniu
- Uwzględniać maksymalne obciążenie maszyn
- W opcji Analiza zamówień pod produkcję -> Generuj zlecenia produkcyjne, dostępne opcje:
- Generowanie harmonogramu podzleceń po wygenerowaniu
- Uwzględniać maksymalne obciążenie maszyn
- Na liście Zleceń produkcyjnych -> F 12 -> dostępna opcja Generuj harmonogram zleceń
- Na formularzach Zleceń produkcyjnych -> F12 -> dostępna opcja Ręczny harmonogram operacji
- W menu zlecenia dostępne opcje:
- Graficzne przedstawienie produkcji
- Harmonogram produkcyjny
- W menu TPP -> Ustawienia dostępne opcje:
- Domyślny okres wyświetlania Gantta
- Uwzględ. maksymalnie obciążenie gniazd
- Metoda harmonogramowania zleceń
- produkcji – uwzg. Status Symulacja
- Na formularzu Operacje, w zakładce Zasoby dostępne opcje związane z Harmonogramowaniem oraz opcja Ilość pracowników do kolejek
- W menu Zlecenia -> Konflikty dat ZS-ZPR – > Pokaż braki sumaryczne, dostępna opcja Harmonogram po wygenerowaniu ZPR
- W menu Plan dostępne opcje:
- Panele produkcyjne
- W TPP pojawi się opcja Panele produkcyjne
- W menu TPP -> Ustawienia dostępna opcja:
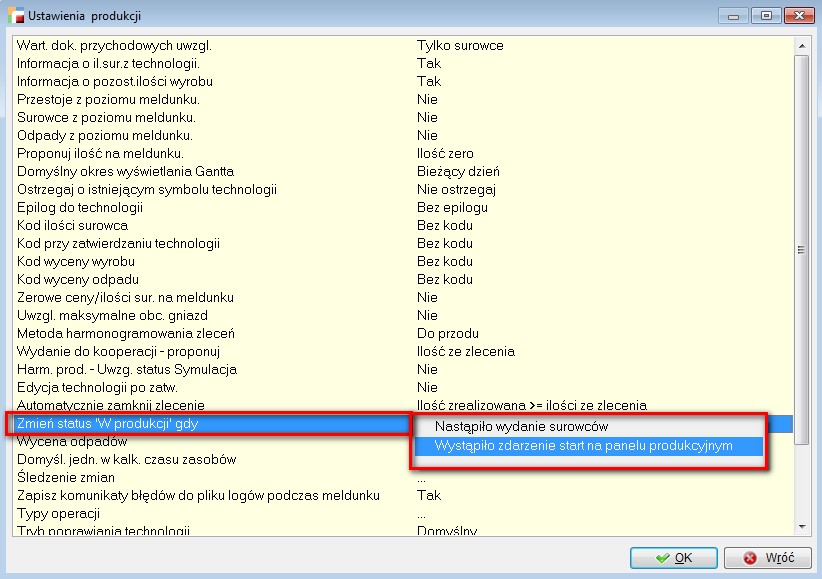
- Zmień status „W produkcji”
- W menu TPP -> Ustawienia -> Śledzenie zmian dostępna grupa zmian Rejestracja zdarzeń
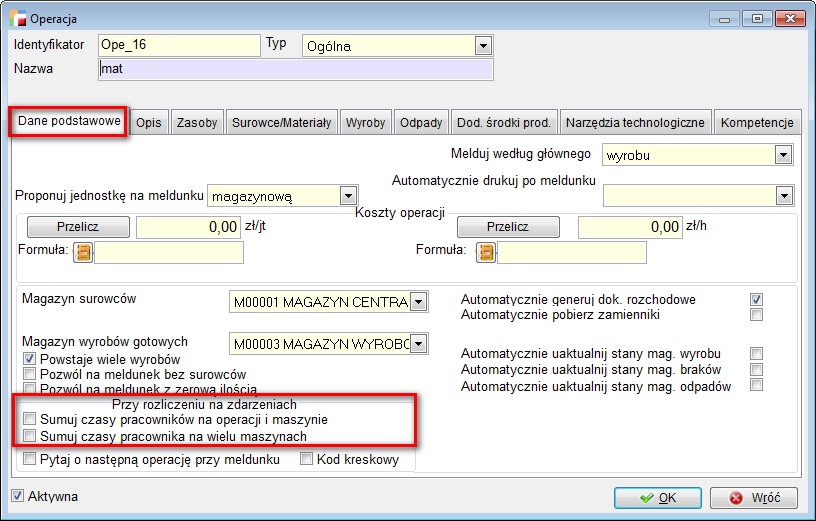
- Na formularzu Operacje, w zakładce Dane podstawowe dostępne opcje:
- Sumuj czasy pracowników na operacji i maszynie
- Sumuj czasy pracownika na wielu maszynach
- Na formularzach Zleceń produkcyjnych dostępna opcja Zdarzenia
- Na formularzach Zleceń produkcyjnych -> F12 -> dostępna opcja Zdarzenia
- Na strukturze zleceń -> dostępna opcja Zdarzenia
3. Komunikacja z programem
Program jest nowoczesną aplikacją pracującą w środowisku Windows. W związku z tym, zostały tutaj użyte standardowe elementy interfejsu, co oznacza, że użytkownicy innych aplikacji Windows’owych nie powinni mieć problemu z obsługą systemu.
3.1 Menu
Program firmy Humansoft, jak większość aplikacji, posiada menu główne, które umieszczone jest na samej górze głównego okna. Zawiera opcje: Operacje, Edycja, System, Pomoc.
Najbardziej rozbudowaną opcją podstawową jest opcja Operacje. Stąd inicjuje się większość akcji. Aby zwiększyć czytelność programu, wszystkie funkcje opcji Operacje zostały przeniesione do graficznego paska głównego umieszczonego nieco poniżej.
U dołu głównego okna programu znajduje się pasek stanu.
Informacje na pasku stanu to:
- bieżąca data programu
- nazwa otworzonej firmy
- operator
- magazyn
- oddział
- stacja robocza
- aktualna kasa
Klikając na daną opcję paska można zmienić jej wartość np. wybrać inny magazyn, wskazać inną datę czy operatora.
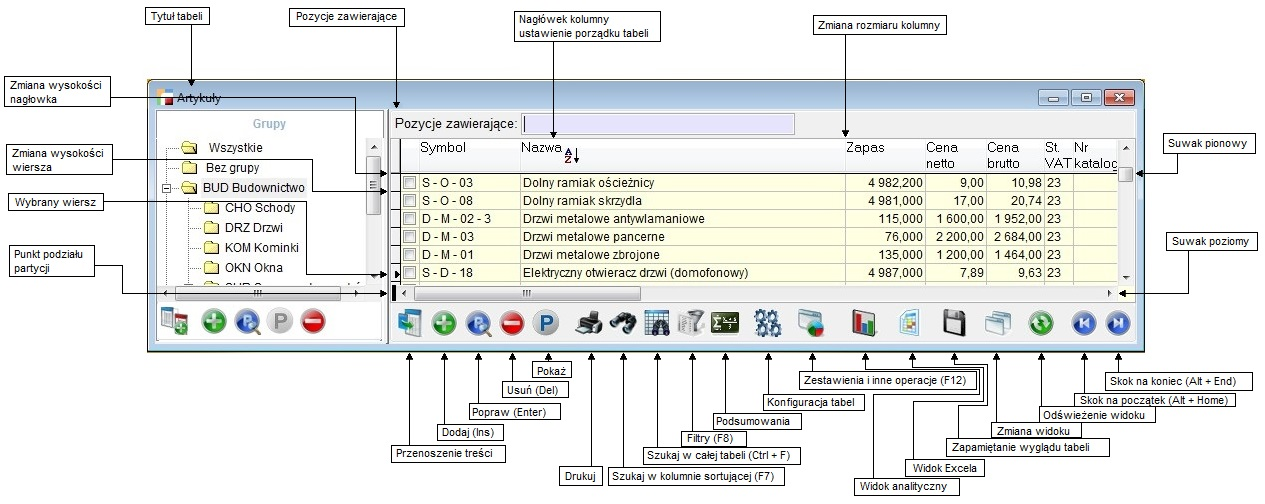
3.2 Tabele
Program jest typową aplikacją Windows’ową, więc akcja programu odbywa się w oknach. Szczególnym typem okna jest okno z tabelą.
Główne opcje oraz skróty klawiszowe
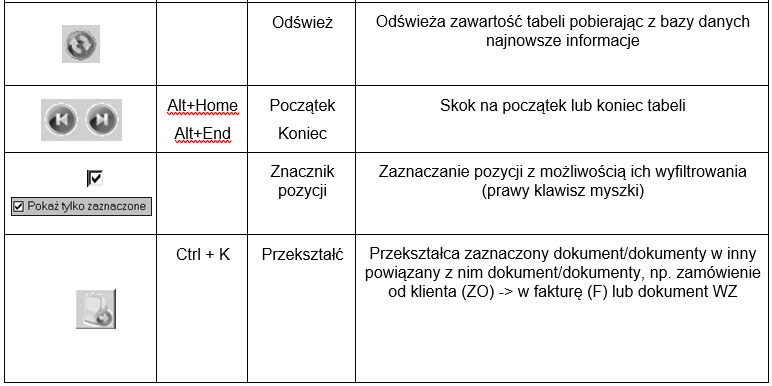
Przeglądanie tabeli
Przewijanie zawartości tabeli.
- → – następna kolumna
- ← – poprzednia kolumna
- ↑↓ – poprzednia/następna pozycja
- PgDn, PgUp – następna/poprzednia strona
- Alt+Home – skok do pierwszego wiersza tabeli
- Alt+End – skok do ostatniego wiersza tabeli
Przewijanie zawartości tabeli przy pomocy myszki uzyskujemy operując suwakiem poziomym i pionowym. Suwak pionowy umieszczony jest na prawej, a poziomy, na dolnej krawędzi okna.
Szybkie logowanie
Program umożliwia uruchomienie systemu z pominięciem wyboru firmy i operatora. W tym celu należy podać hermes_sql.exe a następnie symbol firmy i operatora, np. hermes_sql.exe “DEM” “SZEF”.
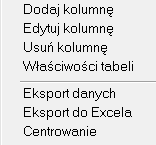
Manipulowanie zawartością tabel
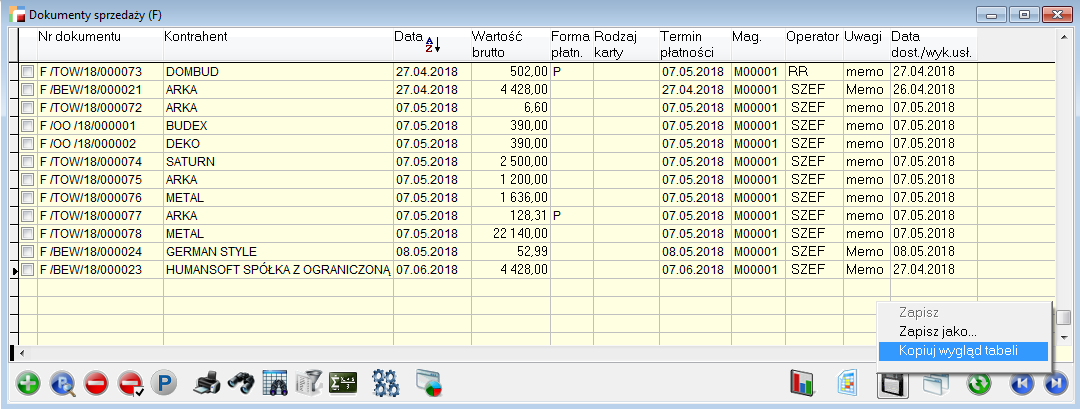
Wygląd tabeli możemy dostosować do swoich potrzeb. Służą do tego celu opcje „Edytuj kolumnę” oraz „Właściwości tabeli” dostępne w menu „Konfiguracja tabeli”. Ponadto można zamieniać kolumny miejscami oraz zmieniać ich szerokość.
![]()
Wprowadzone zmiany należy zapamiętać korzystają z przycisku Zapisz. ![]()
Edycja kolumny
Edytując kolumnę ustalamy:
- wyrażenie określające zawartość kolumny. Jest to pole widoku zdefiniowanego fabrycznie lub przez użytkownika
- tytułu kolumny i jej czcionki
- wyglądu komórki
- właściwości czcionki
- kolory czcionki i tła komórki
- warunki zastosowania poszczególnych właściwości komórki.
- ilość miejsc wyświetlanych po przecinku w kolumnach z wartościami liczbowymi. Umożliwiono zdefiniowanie dla danej tabeli, kolumn liczbowych w następujący sposób:
- jeśli w kolumnie występuje „0” to program wyświetla pusty wiersz
- z użyciem separatora tysięcznego (1 000 zamiast 1000)
- z określeniem ilości miejsc po przecinku (max. 9)
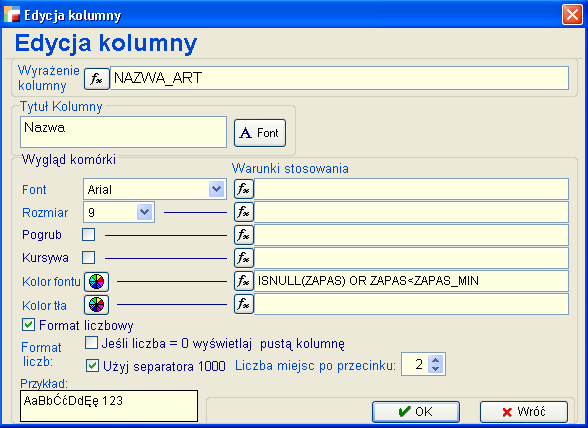
Powyższy przykład zawiera definicje kolumny „Nazwa” w tabeli „Artykuły”. Warunek sformułowany jest tak, że towary o zapasie poniżej minimum będą wyświetlane na czerwono.
Nowo dodaną kolumnę należy potem przesunąć w żądane miejsce.
⇒ patrz poniżej Zmiana kolejności kolumn.
Zmiana rozmiaru okna
Zmiana rozmiaru okna polega na nasunięciu kursora myszy na brzeg okna, aż do pojawienia się znaku zmiany rozmiaru («), naciśnięciu lewego przycisku i przesuwaniu myszy z naciśniętym przyciskiem. Po osiągnięciu docelowego rozmiaru należy zwolnić przycisk myszy.
Przesunięcie okna
Przesuwanie okna polega na nasunięciu kursora myszy na tytuł okna, naciśnięciu lewego przycisku i przesuwaniu myszki z naciśniętym przyciskiem. Po osiągnięciu pozycji docelowej należy zwolnić przycisk myszki.
Szerokość kolumn
Szerokość kolumn tabeli można dowolnie ustawiać przez przeciąganie myszką linii podziału kolumn.
Zmiana szerokości kolumny przydaje się, gdy np. nazwy twoich towarów są dużo krótsze od obowiązujących w systemie 50-ciu znaków. Zwężając kolumnę Nazwa artykułu zwiększasz ilość kolumn widocznych jednocześnie na ekranie.
Zmiana kolejności kolumn
Zmianę kolejności wyświetlania kolumn uzyskujemy przez przeciąganie myszką tytułu kolumny. Jest to przydatne, gdy widoczna na ekranie kolumna ma dla Ciebie mniejsze znaczenie niż inna schowana poza ekranem.
Kopiowanie wyglądu tabeli
W menu dostępnym pod przyciskiem zapisującym wygląd tabeli pojawiła się opcja „Kopiuj wygląd tabeli”. Opcja ta oszczędza czas administratora oraz ułatwia zarządzanie widokami. Opcja ta jest dostępna tylko dla operatorów należących do grupy administratorów. Pozawala na ujednolicenie wyglądu tabeli dla wszystkich użytkowników, którzy wcześniej już korzystali ze zmienianego widoku.
W przypadku kiedy operator miał własne ustawienia w danym widoku, a widok został ponownie rozkopiowany przez administratora, dotychczasowe ustawienie operatora zostaną usunięte.
Obsługa pól memo
Tabela może również zawierać kolumnę memo. Przeważnie są to uwagi do dokumentów lub długie opisy do 65535 znaków. W tabeli widoczne są jako kolumny wypełnione tekstem memo lub Memo. Duża litera M oznacza, że pole zawiera wpis.
Zawartość pola memo można umieścić w okienku poniżej tabeli. W tym celu należy umieścić kursor w kolumnie memo i nacisnąć kombinację przycisków Ctrl+Home.
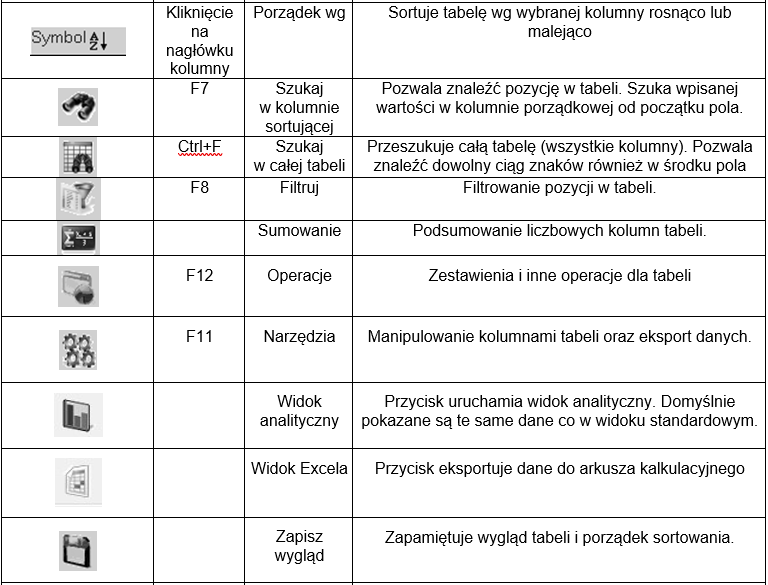
Porządek sortowania pozycji
Porządek sortowania ustalamy klikając podwójnie na nagłówku kolumny, według której chcemy ustalić porządek. Kolejne sekwencje podwójnych kliknięć ustalają porządek rosnący, malejący bądź go likwidują. Aktualna kolumna porządkowa jest wyróżniona podkreśleniem, np.:
![]()
Wyszukiwanie pozycji
Możliwe jest przeszukiwanie tabeli na dwa sposoby:
- Wyszukiwanie pozycji wg ustalonego porządku – opcja Znajdź (F7)
 Np. dla tabeli Artykuły posortowanej wg symbolu artykułu wystarczy podać kilka początkowych znaków symbolu. W trakcie wpisywania szukanej wartości tabela jest przeszukiwana na bieżąco a wskaźnik pozycji w tabeli ustawia się automatycznie.
Np. dla tabeli Artykuły posortowanej wg symbolu artykułu wystarczy podać kilka początkowych znaków symbolu. W trakcie wpisywania szukanej wartości tabela jest przeszukiwana na bieżąco a wskaźnik pozycji w tabeli ustawia się automatycznie.
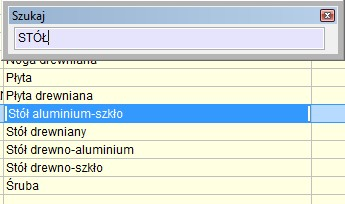
Naciśnięcie przycisku Szukaj (Ctrl+F), w lewym górnym rogu tabeli wyświetlone zostanie okienko, w którym wpisujemy szukany ciąg znaków. Użycie przycisku „następny” skutkuje rozpoczęciem przeszukiwania „w dół” począwszy od bieżącej pozycji w tabeli, natomiast przycisk „od początku” służy do przeszukiwania całości tabeli od samego jej początku (od góry). Jeżeli wpisany ciąg znaków zostanie znaleziony, to wskaźnik pozycji tabeli ustawi się w odpowiednim wierszu a kolumna, w której wystąpił szukany ciąg znaków zostanie ustawiona w polu widzenia. Zakończenie poszukiwania odbywa się analogicznie jak w punkcie poprzednim.
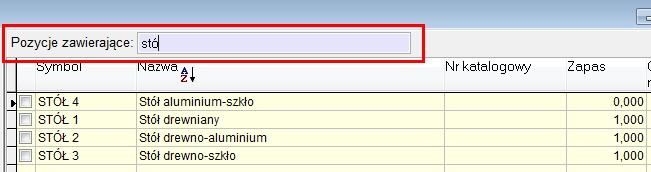
- Opcja „Pozycje zawierające” umożliwia wyszukiwanie na listach, wpisując dowolny ciąg znaków, również ze środka pola. Przeszukiwanie działa podobnie do opcji „Szukaj w całej tabeli”, natomiast program wyszukuje po wybranych kolumnach i nie jest wywoływane dodatkowe okno.
Funkcjonalność przeszukiwania po pozycjach zawierających, ze względu na swoją specyfikę, jest operacją, która obciąża serwer i spowalnia działanie programu. W związku z tym, została dodana konfiguracja, której celem jest wyłączenie przeszukiwania niepotrzebnych kolumn.
Można skonfigurować użycie „Pozycji zawierających” dla prawie każdego widoku, dla którego można zdefiniować własne zapytanie SQL (F11). Na formularzu przeglądu zapytań SQL dodany został przycisk, umożliwiający definicję kolumn przeszukiwanych dla podświetlonego zapytania.
Zaznaczenie opcji “Bez pozycji powoduje, że jeżeli nie został wpisany szukany tekst, nie są wyświetlane żadne pozycje, a tabela jest pusta.
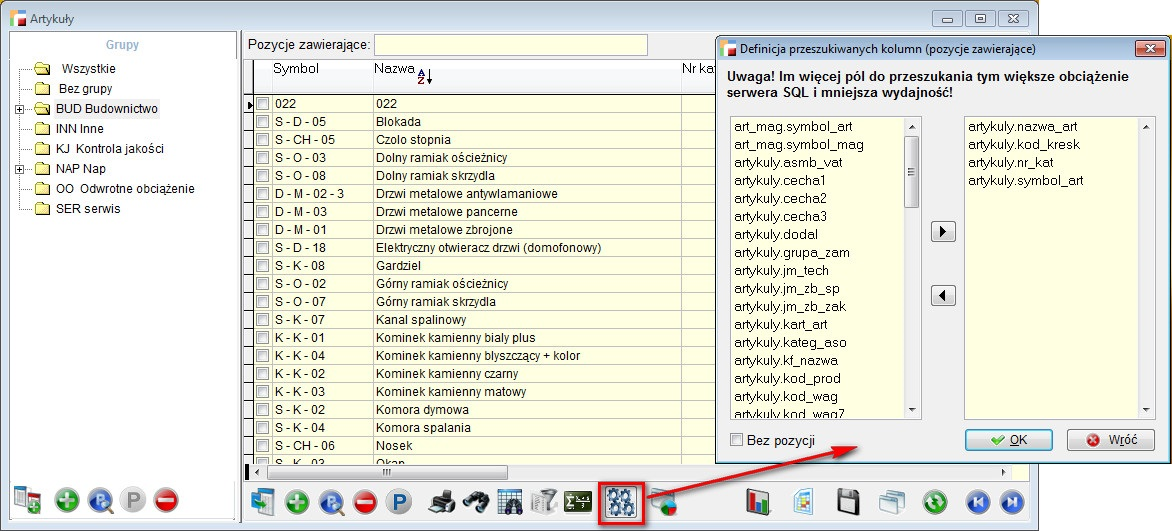
W celu zapewnienia ergonomii pracy, należy pamiętać iż dodanie zbyt wielu kolumn może spowodować zauważalne spowolnienie pracy systemu. Można przeszukiwać kolumny typów znakowych (char i varchar).
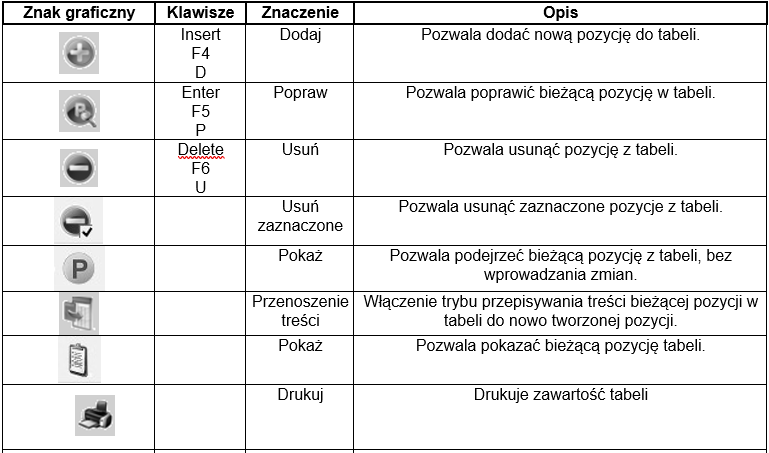
Dodawanie nowej pozycji
Nową pozycję dodajemy do tabeli przez wybranie opcji Dodaj ![]() lub korzystamy z przycisku Narzędzia (opcja ta jest również dostępna pod prawym przyciskiem myszy). W ten sposób dodajemy do tabeli np. nowego kontrahenta czy nowy dokument. Pojawi się wówczas formularz odpowiedni dla danej tabeli.
lub korzystamy z przycisku Narzędzia (opcja ta jest również dostępna pod prawym przyciskiem myszy). W ten sposób dodajemy do tabeli np. nowego kontrahenta czy nowy dokument. Pojawi się wówczas formularz odpowiedni dla danej tabeli.
Ciekawe możliwości niesie użycie opcji Przenoszenie treści, które znajduje się w górnym menu Tabela. Powoduje ona przepisanie zawartości pól bieżącej pozycji do nowo dodawanej. Przydaje się to głównie dla kilku tabel: Artykuły, Zestawy rabatów, Definicje dokumentów, Schematy księgowe.
Jeśli przykładowo zdefiniujesz jakiś schemat księgowy, a następnie zamierzasz dodać bardzo podobny, to przed użyciem opcji Dodaj włącz opcję Tabela -> Przenoszenie treści i ustaw wskaźnik na właściwym schemacie. Pozycje schematu zostaną skopiowane do nowo dodawanego.
Usuwanie pozycji
Usunięcie pozycji następuje po jej podświetleniu i wyborze opcji Usuń ![]() lub korzystamy z przycisku Narzędzia (opcja ta jest również dostępna pod prawym przyciskiem myszy). Nie każdą pozycję daje się usunąć, np. nie można usunąć dokumentu przeniesionego do księgi handlowej jak również kontrahenta, którego symbol widnieje na jakimś dokumencie. O przyczynie niemożliwości usunięcia pozycji program informuje odpowiednim komunikatem.
lub korzystamy z przycisku Narzędzia (opcja ta jest również dostępna pod prawym przyciskiem myszy). Nie każdą pozycję daje się usunąć, np. nie można usunąć dokumentu przeniesionego do księgi handlowej jak również kontrahenta, którego symbol widnieje na jakimś dokumencie. O przyczynie niemożliwości usunięcia pozycji program informuje odpowiednim komunikatem.
Przeglądanie i poprawianie pozycji
Aby poprawić pozycję należy ją podświetlić i wybrać opcję Popraw ![]() lub korzystamy z przycisku Narzędzia (opcja ta jest również dostępna pod prawym przyciskiem myszy). Pojawia się wówczas odpowiedni formularz zapełniony danymi bieżącej pozycji. Jeśli dana pozycja nie może być z jakichś powodów poprawiana (np. próba poprawienia zaksięgowanej faktury), to program poinformuje o tym fakcie i formularz przejdzie w tryb Pokaż, uniemożliwiając edycję pól.
lub korzystamy z przycisku Narzędzia (opcja ta jest również dostępna pod prawym przyciskiem myszy). Pojawia się wówczas odpowiedni formularz zapełniony danymi bieżącej pozycji. Jeśli dana pozycja nie może być z jakichś powodów poprawiana (np. próba poprawienia zaksięgowanej faktury), to program poinformuje o tym fakcie i formularz przejdzie w tryb Pokaż, uniemożliwiając edycję pól.
Filtry
![]() Mechanizm filtrowania to jedno z najpotężniejszych narzędzi programu. Warto zapoznać się z nim bardzo dokładnie.
Mechanizm filtrowania to jedno z najpotężniejszych narzędzi programu. Warto zapoznać się z nim bardzo dokładnie.
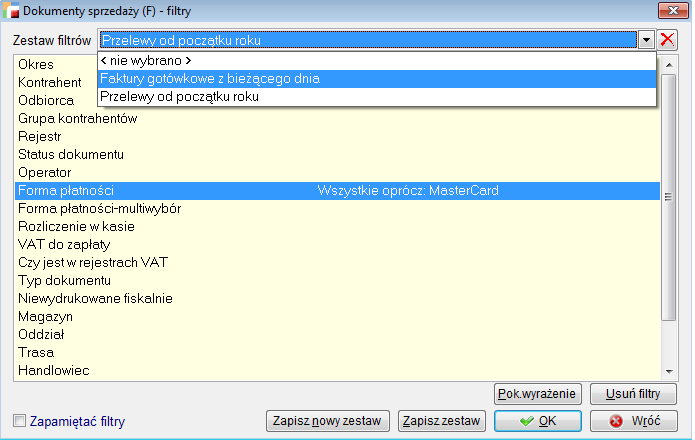
Przykładowe okno filtrów dla dokumentów sprzedaży
Filtry to:
- Źródło prostych raportów w nieskończonej ilości wariantów.
- Pomoc w odnalezieniu pozycji w bardzo licznych tabelach. Tabela księgi głównej zawiera po kilku latach pracy setki tysięcy a nawet miliony dokumentów zaksięgowanych. Filtry pozwalają w nim odnaleźć interesujący nas dokumentu np. sprzed dwóch lat, o którym wiemy tylko tyle, że dotyczył konkretnego kontrahenta. W oknie filtrów wybieramy odpowiedniego kontrahenta i dodatkowo orientacyjny okres i natychmiast widzimy tylko dokumenty odfiltrowane.
- Narzędzie administratora. Niektórzy operatorzy, zwłaszcza w dużych firmach, nie powinni mieć dostępu do pewnych danych. Tzw. stałe filtry pozwalają administratorowi dostroić precyzyjnie system uprawnień do potrzeb przedsiębiorstwa.
Ustalone filtry mogą być pamiętane indywidualnie dla każdego operatora. Wystarczy zaznaczyć selektor Zapamiętać filtry, a następnie opuścić okno dialogowe naciskając przycisk OK. Wybranie przycisku Usuń filtry powoduje wyczyszczenie wszystkich aktualnie ustawionych warunków filtrujących.
Zestawy filtrów
„Zestawy filtrów” są to zapamiętane, często używane filtry, których można użyć bez konieczności ustawiania ciągle tych samych parametrów. Są one również pamiętane dla każdego użytkownika i każdego widoku tabeli oddzielnie. Dzięki temu poprawia się ergonomia pracy, a korzyścią jest czas pracowników, którzy do tej pory wielokrotnie musieli powtarzać te same ustawienia.
Nowy zestaw dodajemy definiując parametry i korzystając z przycisku Zapisz nowy zestaw. Użytkownik zostanie wówczas poproszony o wprowadzenie nazwy dla nowego zestawu filtrów. Unikalność nazwy nie jest kontrolowana. Skorzystanie z przycisku Wróć na formularzu wprowadzania nazwy jest równoznaczne z rezygnacją z zapisania nowego zestawu filtrów.
Jeżeli mamy zdefiniowane zestawy filtrów, pojawią się one jako pozycje na liście. Wybranie pozycji listy powoduje pojawienie się na formularzu zdefiniowanych wcześniej dla danego zestawu parametrów.
Możemy je zmienić, a następnie zapisać zmiany, korzystając z przycisku Zapisz zestaw. Zmiany w bieżącym zestawie filtrów mogą zostać zapisane również po naciśnięciu przycisku OK.(program o to zapyta).
Obok listy znajduje się przycisk ![]() umożliwiający usuniecie bieżącego zestawu filtrów. Po usunięciu zestawu, lista ustawia się w pozycji „nie wybrano”, a parametry są czyszczone, jak po użyciu przycisku Usuń filtry. Ustawienie się w pozycji „nie wybrano” powoduje wyczyszczenie ustawionych parametrów.
umożliwiający usuniecie bieżącego zestawu filtrów. Po usunięciu zestawu, lista ustawia się w pozycji „nie wybrano”, a parametry są czyszczone, jak po użyciu przycisku Usuń filtry. Ustawienie się w pozycji „nie wybrano” powoduje wyczyszczenie ustawionych parametrów.
Zapamiętane zestawy filtrów dostępne są dla operatora, na którym były zapisane.
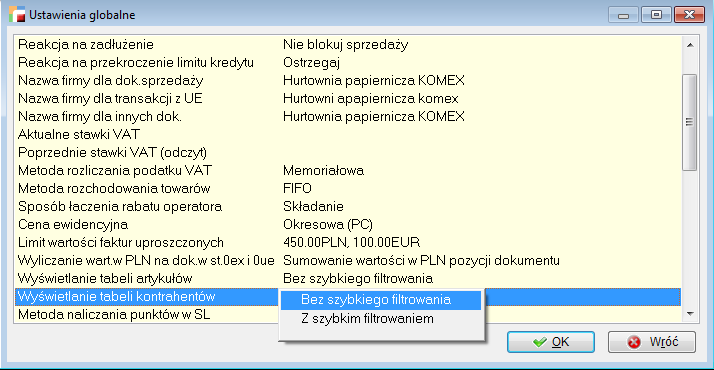
Szybki filtr
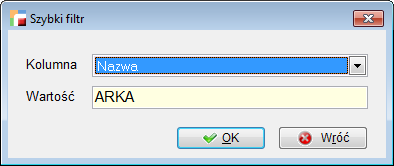
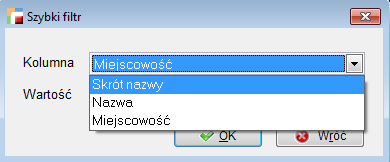
Filtr pojawia się przed wejściem do wybranej tabeli i powoduje pojawienie się tylko tych rekordów które spełniają warunek filtru. Dużą zaletą tego filtru jest jego działanie przed wynikiem zapytania co daje nam poprawę wydajności przy dużej ilości rekordów.
Filtr ustawiamy w ustawieniach globalnych:
- Wyświetlanie tabeli kontrahentów (bez szybkiego filtrowania / z szybkim filtrowaniem)
- Wyświetlanie tabeli artykułów (bez szybkiego filtrowania / z szybkim filtrowaniem)
Drukowanie, podsumowania i eksport
Trzy powyższe funkcje operują na pozycjach odfiltrowanych.
Drukowanie
Zawartość tabeli można wydrukować po wybraniu ![]() przycisku Drukuj. Dla każdej z tabel zaprojektowano przeważnie po kilka wariantów wydruku.
przycisku Drukuj. Dla każdej z tabel zaprojektowano przeważnie po kilka wariantów wydruku.
Więcej na temat wydruków
⇒ patrz rozdział Wydruki
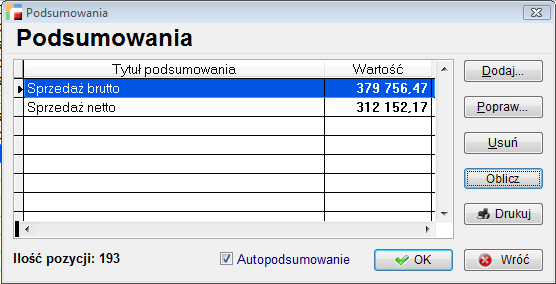
Podsumowania
Opcja Podsumowania ![]() przywołuje okno, w którym definiuje się dowolne podsumowania. Przeważnie są to podsumowania wartości z kolumn tabeli.
przywołuje okno, w którym definiuje się dowolne podsumowania. Przeważnie są to podsumowania wartości z kolumn tabeli.
Dodaj / Popraw
Powoduje dodanie nowego / poprawienie istniejącego podsumowania.
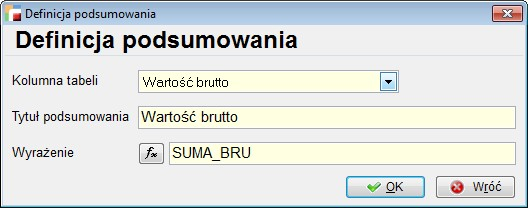
Kolumna tabeli
Zawiera listę numerycznych kolumn tabeli. Jeżeli nie ma na tej liście kolumny którą chcemy podsumować pole to zostawiamy puste.
Tytuł podsumowania
Wpisujemy tu czytelny dla nas tytuł.
Wyrażenie
Wyrażenie które chcemy podsumować. Najczęściej jest to pole bazy danych. Przy formułowaniu wyrażenia można skorzystać z konstruktora wyrażeń.
Usuń
Usunięcie wybranego podsumowania.
Oblicz
Naciśnięcie tego przycisku powoduje przeliczenie wszystkich pozycji w podsumowaniach. Wyniki obliczeń widoczne są w kolumnie Wartość.
Autopodsumowanie
Zaznaczenie tej opcji powoduje automatyczne obliczenie wszystkich podsumowań przy każdym następnym wyborze opcji Podsumowania.
Ilość pozycji
Liczba pozycji odfiltrowanych w bieżącej tabeli.
OK
Zatwierdzenie wprowadzonych zmian w pozycjach podsumowań i wyjście z podsumowań.
Wróć
Anulowanie wprowadzonych zmian i wyjście z podsumowań
Eksport danych
Wybierając opcję Narzędzia -> Eksport danych można wyeksportować zawartość tabeli do plików zewnętrznych w formatach takich jak Microsoft Excel, Lotus 1-2-3, tekstowe itp. Eksportowane kolumny nie mogą zawierać złożonych wyrażeń np. funkcji.
Opcja ta jest szczególnie przydatna przy tabelach prezentujących wyniki analiz i zestawień, gdyż przeniesione np. do Excel-a można zaprezentować w postaci graficznych wykresów, które łatwiej jest analizować.
3.3 Formularze
Formularze służą do wprowadzania danych, dodawania / poprawiania pozycji w bieżącej tabeli.
Zawierają pewną ilość pól do wypełnienia, selektorów, kontrolek oraz przyciski OK i Wróć – pierwszy zatwierdzający, drugi anulujący zmiany.
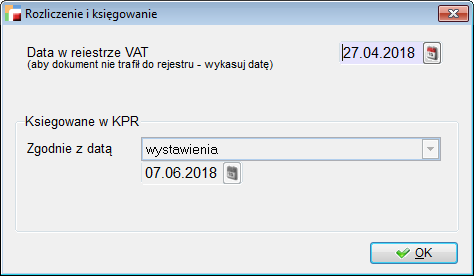
Formularz mogą być bardzo proste np. formularz Rozliczenie i księgowanie:
oraz bardziej złożone, tak jak formularz faktury:
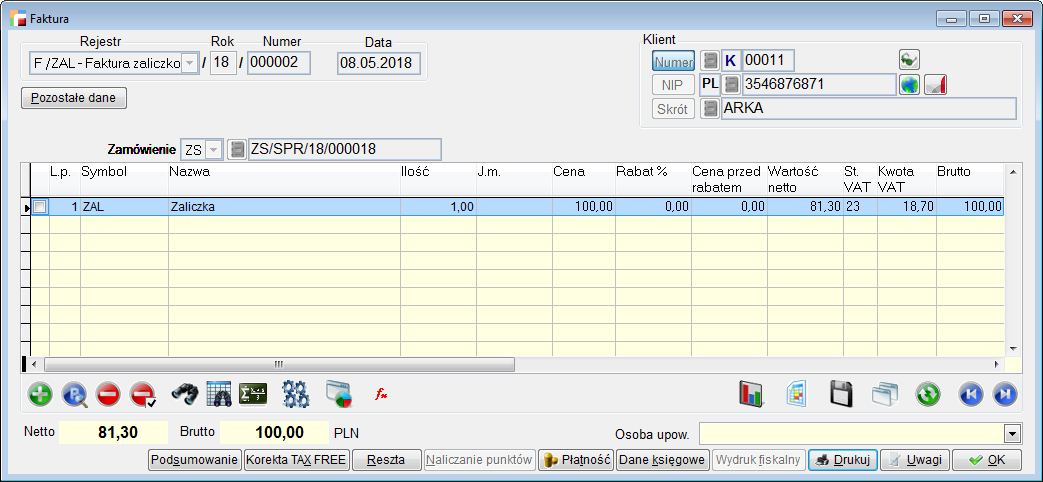
Formularze zawierają pola tekstowe oraz obiekty opisane w następnym rozdziale.
Opisy poszczególnych formularzy (oznaczenia pól, zasady wypełniania) znaleźć można w dalszych rozdziałach podręcznika.
3.4 Kontrolki
Formularze są oknami zawierającymi pewną liczbę kontrolek typu: przycisk, przełącznik, pole edycji, lista rozwijana itp. Przemieszczanie kursora w ramach okna pomiędzy kontrolkami realizujemy naciskając klawisz Tab – w jednym kierunku lub Shift+Tab – w kierunku przeciwnym. Istnieją pewne przyzwyczajenia przeniesione z systemu DOS do używania w tym celu klawiszy strzałek i Enter jednak nie w każdej sytuacji umożliwiają one opuszczenie obiektu. Zwłaszcza próba przemieszczenia kursora klawiszem Enter może dla niektórych obiektów skutkować niepożądanym działaniem (rozwijanie listy, przywoływanie tabeli dla pola związanego z tabelą, wywołanie dialogu spod przycisku itd.)
Najłatwiej dotrzeć do każdego obiektu okna przy pomocy myszki. Wystarczy umieścić kursor myszki w obrębie danego obiektu i wcisnąć jej lewy klawisz (kliknąć). Tą metodę polecamy początkującym jako bardziej intuicyjną.
Przyciski
![]()
Jego wybranie powoduje wykonanie czynności określonych w jego nazwie. Przycisk z wyraźnie widoczną niebieską obwódką jest przyciskiem domyślnym. Jego wybranie następuje po naciśnięciu kombinacji klawiszy Ctrl+Enter bez względu na bieżące położenie kursora.
Znacznik
![]()
Jego stan jest zmieniany naciśnięciem klawisza Spacja lub Enter lub kliknięcie myszką. Znak ![]() oznacza, że jest włączony.
oznacza, że jest włączony.
Przełącznik
![]()
Zaznacza tylko jedną z możliwych do wybrania opcji. Jego stan jest zmieniany naciśnięciem klawisza Spacja lub Enter lub kliknięcie myszką. Gdy jedna z pozycji jest wybrana, w przełączniku pojawia się kropka, a pozostałe przełączniki w grupie zostają wyłączone.
Lista
Pojawia się w postaci ramki zawierającej pozycje do wyboru. Wybór pozycji polega na umieszczeniu na niej podświetlenia i naciśnięciu klawisza Enter lub podwójnym kliknięciu lewym przyciskiem myszy. Przemieszczanie podświetlenia następuje przy użyciu klawiszy kierunkowych (strzałki ↑↓), PgUp, PgDn, Home, End lub szybkim naciskaniu pierwszych liter pozycji.
Lista rozwijalna (selektor)
Rodzaj listy, której elementy widoczne są po wybraniu przycisku ![]() .
.
Pole edycji
![]()
W tego rodzaju polach program kontroluje poprawność wprowadzonych danych, w tym przykładzie – symbolu artykułu. Jeśli wpisany symbol nie występuje w tabeli Artykuły pojawi się komunikat Nie znaleziono i zostanie przywołana tabela Artykuły. Kursor ustawi się na artykule o najbliższym symbolu. Jeśli wpisany symbol jest poprawny, a czynność zakończymy klawiszem Tab, tabela nie zostanie przywołana.
Bezwarunkowe przywołanie tabeli następuje, gdy :
- będąc w polu edycji wciśniemy klawisz Enter
- klikniemy myszką na przycisku
 .
.
Okno edycji pól memo
Służy do wprowadzania długich tekstów, np. uwag na dokumencie. Aby zamknąć okno z zapisem zmian należy użyć przycisku ![]() . Aby porzucić edycję należy wcisnąć Esc i wybrać odpowiedź Yes w oknie, które się później pojawi.
. Aby porzucić edycję należy wcisnąć Esc i wybrać odpowiedź Yes w oknie, które się później pojawi.
4. Wdrożenie modułu Zarządzanie Produkcją
Zarządzanie Produkcją to moduł przeznaczony do zarządzania procesami związanymi z technicznym przygotowaniem produkcji oraz planowania i realizowania produkcji jednostkowej i masowej. Wspomaga kontrolę i analizę na wszystkich etapach procesu produkcyjnego.
4.1 Konfiguracja modułu
Moduł Zarządzanie produkcją, ze względu na bardzo rozbudowaną strukturę, zlokalizowany został na czterech ikonach produkcyjnych – Techniczne Przygotowanie Produkcji (TPP), Plan, Zlecenia, Rozlicz. (Rozliczenie).
Konfigurację modułu należy rozpocząć od zdefiniowania podstawowych słowników i odpowiednich dokumentów w TPP.

Magazyny
Program na starcie zakłada jeden magazyn o symbolu M00001 i nazwie Magazyn centralny. W systemie możliwe jest definiowanie nieograniczonej ilości magazynów.
Na dolnym pasku stanu widoczny jest zawsze aktualnie wybrany magazyn. Można go zmienić klikając na numerze magazynu.
Wszystkie dokumenty magazynowe takie jak dokumenty sprzedaży, WZ, PZ itp. operują wyłącznie na magazynie aktualnym.
Definicje dokumentów
W tej opcji definiujemy dokumenty produkcyjne RW i PW. Dokumenty tworzone są w celach ewidencji ilościowej, nie mają więc skutku magazynowego.
Definicje zleceń produkcyjnych
W opcji „definicje zleceń produkcyjnych” ustawiamy przede wszystkim dokumenty, które będą uczestniczyły w całym procesie produkcyjnym jak również magazyny. Tu również ustalamy dokumenty dla kooperacji oraz czy w trakcie generowania zleceń system będzie pytał o technologie, czy Zlecenia będą generowane według technologii głównej. Możemy tez ustalić czy w trakcie generowania będzie pokazywane zapotrzebowanie.
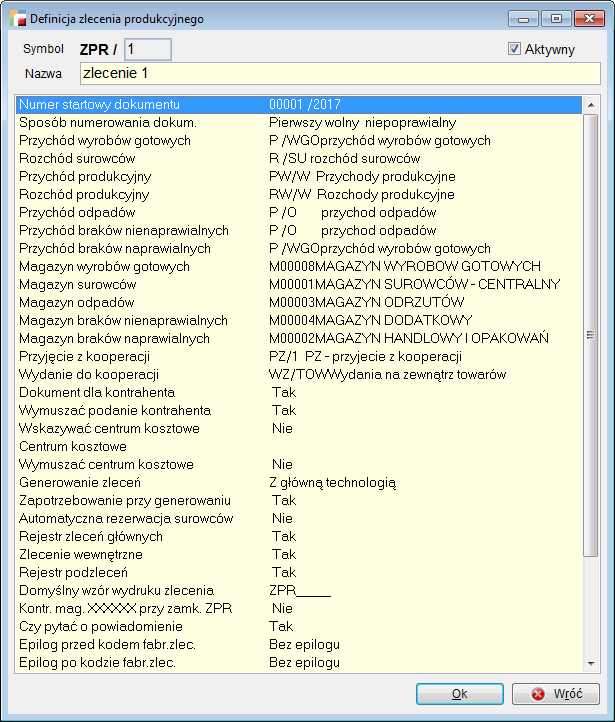
Parametry:
- Numer startowy dokumentu
Ustalamy numer startowy dokumentu (pięcioznakowy numer + rok) - Sposób numerowania dokum.
Propozycja numeru dokumentu – Pierwszy wolny czy następny
Czy operator w trakcie wystawiania dokumentu będzie mógł zmienić numer dokumentu – Tak / Nie - Przychód wyrobów gotowych
Wskazujemy rejestr dokumentu przychodowego wyrobu gotowego
- Rozchód surowców
Wskazujemy rejestr dokumentu rozchodowego surowca
- Przychód produkcyjny
Wskazujemy rejestr dokumentu przychodu produkcyjnego
- Rozchód produkcyjny
Wskazujemy rejestr dokumentu rozchodu produkcyjnego
- Przychód odpadów
Wskazujemy rejestr dokumentu przychodu odpadów
- Przychód braków nienaprawialnych
Wskazujemy rejestr dokumentu przychodu braków nienaprawialnych
- Przychód braków naprawialnych
Wskazujemy rejestr dokumentu przychodu braków naprawialnych
- Magazyn wyrobów gotowych
Wskazujemy magazyn wyrobów gotowych
- Magazyn surowców
Wskazujemy magazyn surowców
- Magazyn odpadów
Wskazujemy magazyn odpadów
- Magazyn braków nienaprawialnych
Wskazujemy magazyn braków nienaprawialnych
- Magazyn braków naprawialnych
Wskazujemy magazyn braków naprawialnych
- Przyjęcie z kooperacji
Wskazujemy rejestr dokumentu przyjęcia z kooperacji
- Wydanie do kooperacji
Wskazujemy rejestr dokumentu wydania do kooperanta
- Dokument dla kontrahenta
Tak / Nie
- Wymuszać podanie kontrahenta
Tak / Nie
- Wskazywać centrum kosztowe
Wskazanie centrum kosztowego
- Centrum kosztowe
Centrum kosztowe
- Wymuszać centrum kosztowe
Tak / Nie
- Generowanie zleceń
Z główną technologią
Wybór technologii
- Zapotrzebowanie przy generowaniu
Tak / Nie
- Automatyczna rezerwacja surowców
Tak / Nie
- Rejestr zleceń głównych
Tak / Nie
- Zlecenie wewnętrzne
Tak / Nie
- Rejestr podzleceń
Tak / Nie
- Domyślny wzór wydruku zlecenia
Wskazanie domyślnego wzorca wydruku dla zlecenia produkcyjnego
- Czy pytać o powiadomienie
Tak / Nie / Nie wysyłaj - Epilog przed kodem fabr. zlec.
Możliwość zdefiniowania epilogu przed kodem fabrycznym zlecenia - Epilog po kodzie fabr. zlec.
Możliwość zdefiniowania epilogu po kodzie fabrycznym zlecenia
- Epilog przed kodem fabr. meld.
Możliwość zdefiniowania epilogu przed kodem fabrycznym meldunku - Epilog po kodzie fabr. meld.
Możliwość zdefiniowania epilogu po kodzie fabrycznym meldunku - Kontrola mag.XXXX przy zamk.ZPR
Podczas zmiany statusu ZPR na „zamknięte” następuje kontrola czy na magazynie produkcji w toku XXX pozostały surowce o stanie powyżej zera. - Epilog przed kodem Panel.Start
Możliwość zdefiniowania epilogu przed kodem fabrycznym meldunku - Epilog po kodzie Panel.Start
Możliwość zdefiniowania epilogu po kodzie fabrycznym meldunku - Epilog przed kodem Panel.Stop
Możliwość zdefiniowania epilogu przed kodem fabrycznym meldunku - Epilog po kodzie Panel.Stop
Możliwość zdefiniowania epilogu po kodzie fabrycznym meldunku - Cechy dokumentu
Możliwość zdefiniowania cechy pod ZPR
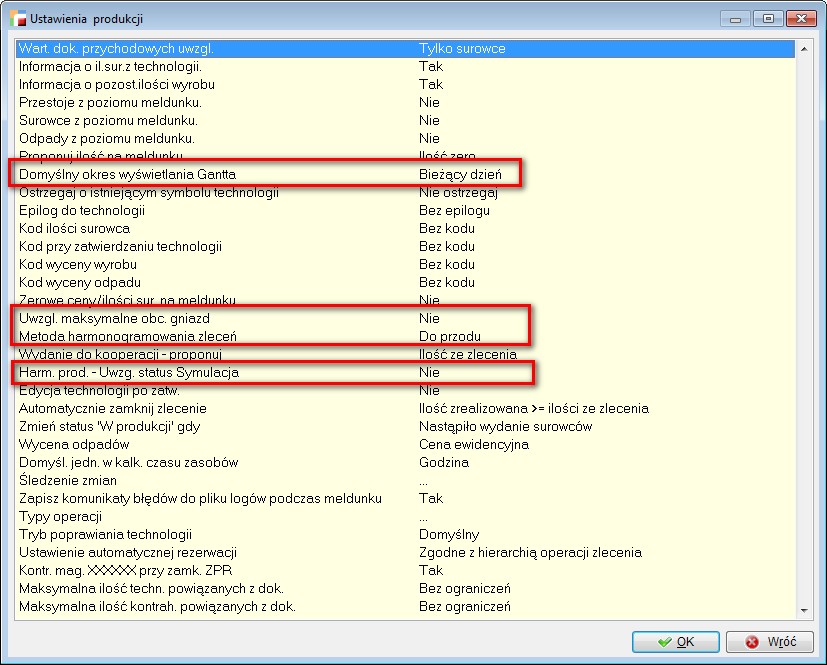
Ustawienia
W Ustawieniach produkcji definiujemy parametry ogólne, które obowiązują dla wszystkich operatorów, dotyczą wszystkich magazynów i ogólnych czynności wykonywanych w module produkcyjnym.
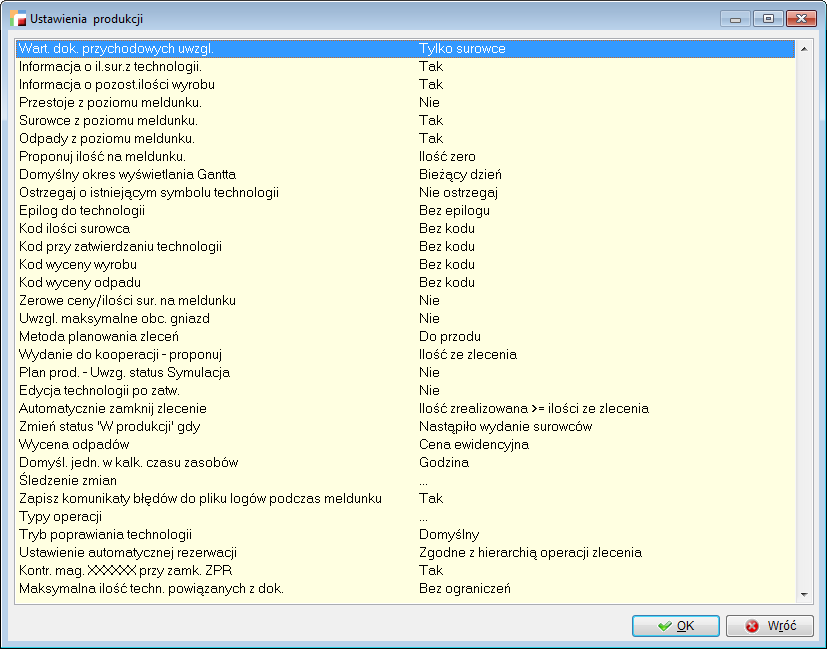
Parametry:
- dok. przychodowych uwzgl.
- Tylko surowce
- Surowce i dodatkowe koszty
- Informacja o il. sur. z technologii
Tak / Nie - Informacja o pozost. ilości wyrobu
Tak / Nie
- Przestoje z poziomu meldunku
Tak / Nie
- Surowce z poziomu meldunku
Tak / Nie
- Odpady z poziomu meldunku
Tak / Nie - Proponuj ilość na meldunku
- Ilość zero
- Ilość jeden
- Ilość pozostała do realizacji z operacji
- Domyślny okres wyświetlania Gantta
- Bieżący dzień
- Bieżący tydzień
- Bieżący miesiąc
- Ostrzegaj o istniejącym symbolu technologii
- Nie ostrzegaj
- Pytaj
- Blokuj
- Epilog po dodaniu technologii
Możliwość zdefiniowania epilogu po dodaniu technologii
- Kod ilości surowca
Możliwość zdefiniowania kodu ilości surowca - Kod przy zatwierdzaniu technologii
Możliwość zdefiniowania kodu przy zatwierdzaniu technologii - Kod wyceny wyrobu
Możliwość zdefiniowania kodu wyceny wyrobu
- Kod wyceny odpadu
Możliwość zdefiniowania kodu wyceny odpadu
- Zerowe ceny/ilości sur. na meldunku
Tak / Nie
- maksymalne obc. gniazd
Tak / Nie
- Metoda planowania zleceń
- Wstecz
- Do przodu
- Wydanie do kooperacji – proponuj
- Ilość ze zlecenia
- Ilość wyrobu jeden
- Plan prod. – Uwzg. status Symulacja
- Tak / Nie
- Edycja technologii po zatw.
- Tak / Nie
- Automatycznie zamknij zlecenie
- Ilość zrealizowana > = ilości ze zlecenia
- Ilość zrealizowana + braki > = ilości ze zlecenia
- Nie zamykaj
- Zmień status „W produkcji” gdy
- Nastąpiło wydanie surowców
- Wystąpiło zdarzenie start na panelu produkcyjnym
- Wycena odpadów
- Cena ewidencyjna
- Ostatnia cena zakupu
- Domyśl. jedn. w kalk. czasu zasobów
- Godzina
- Minuta
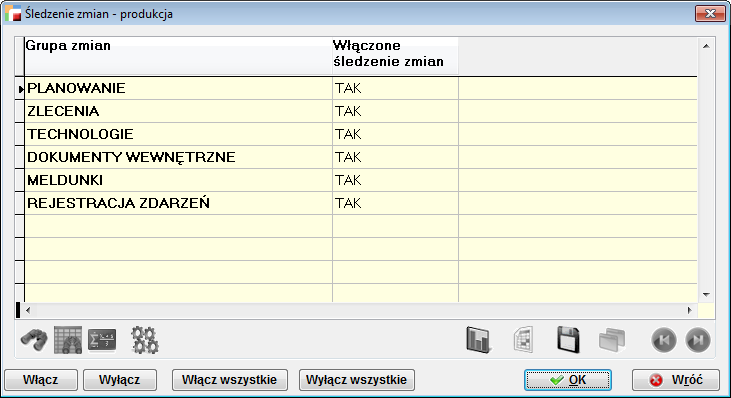
- Śledzenie zmian
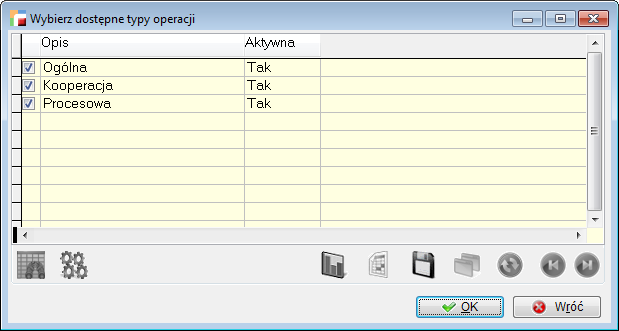
- Typy operacji
- Ogólna
- Kooperacja
- Procesowa
- Tryb poprawiania technologii
- Domyślny
- Arkuszowy
- Ustawienie automatycznej rezerwacji
- Zgodnie z hierarchią operacji zlecenia
- Dowolny przychód
- Kontrola mag. XXX przy zamk. ZPR
Tak / Nie
- Maksymalna ilość technologii powiązanych z dokumentem
Możliwość wskazania ile maksymalnie można dla pozycji dokumentów OF i ZS – powiązać technologii słownikowych
4.2 Uprawnienia do modułu
Dodając nowy profil (grupę) uprawnień (opcja Dodaj) pojawia się poniższy formularz.
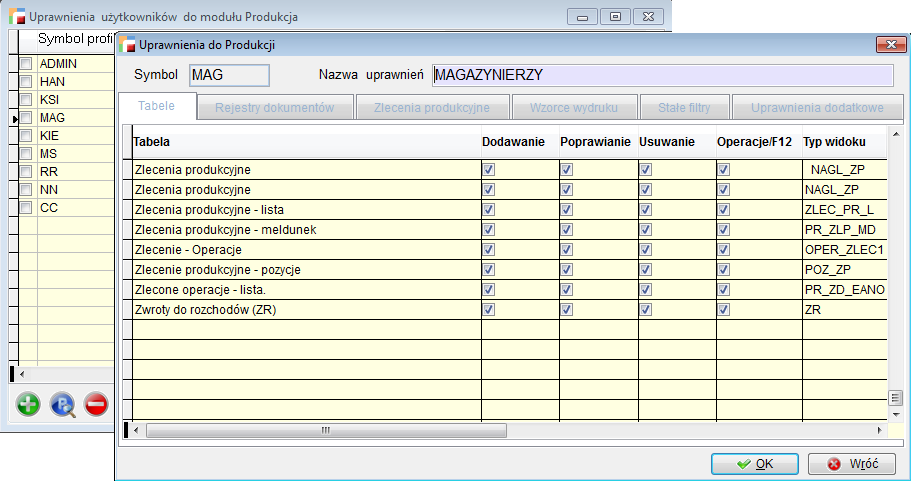
Zakładki:
- Tabele
Opcja ta pozwala nadać operatorowi dostęp do poszczególnych tabel wymienionych na liście. Zarówno w zakresie edycji tabel (Dodaj, Popraw, Usuń), jak również ograniczenie dostępu do przycisku Operacje, dodatkowo jest kolumna podpowiadająca typ widoku. Przy każdej tabeli znajdują się znaczniki. Odznaczenie danej opcji, powoduje zabranie operatorowi dostępu do jej funkcji. - Rejestry dokumentów
Zakładka ta zawiera listę zdefiniowanych w produkcji rejestrów dokumentów. Można operatorowi zabronić dostępu do niektórych rejestrów przenosząc je na listę „Rejestry zakazane”. - Zlecenia produkcyjne
Zakładka ta zawiera listę zdefiniowanych w produkcji rejestrów zleceń produkcyjnych. Można operatorowi zabronić dostępu do niektórych rejestrów przenosząc je na listę „Rejestry zakazane”.
- Wzorce wydruku
Zakładka ta zawiera listę zdefiniowanych w module wzorców wydruku. Można operatorowi zabronić dostępu do niektórych wzorców przenosząc je na listę „Wzorców zakazanych”.
- Stałe filtry
Stałe filtry pozwalają administratorowi ograniczać dostęp do informacji w tabelach.
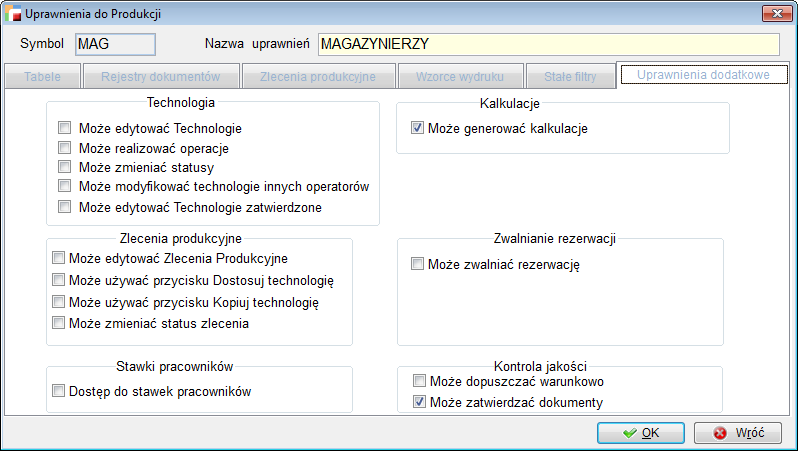
- Uprawnienia dodatkowe
- Technologia
- Może edytować Technologie
- Może realizować operacje
- Może zmieniać statusy
- Może modyfikować technologie innych operatorów
- Może edytować technologie zatwierdzone
- Zlecenia produkcyjne
- Może edytować zlecenia produkcyjne
- Może używać przycisku Dostosuj technologię
- Może używać przycisku Kopiuj technologię
- Może zmieniać status zlecenia
- Zwalnianie rezerwacji
- Może zwalniać rezerwację
- Stawki pracowników
- Dostęp do stawek pracowników
- Kontrola jakości
- Możliwość dopuszczenia warunkowego
- Możliwość zatwierdzenia dokumentu
- Kalkulacje
- Może generować kalkulacje
- Technologia
5. Przygotowanie produkcji
5.1 Kalendarze
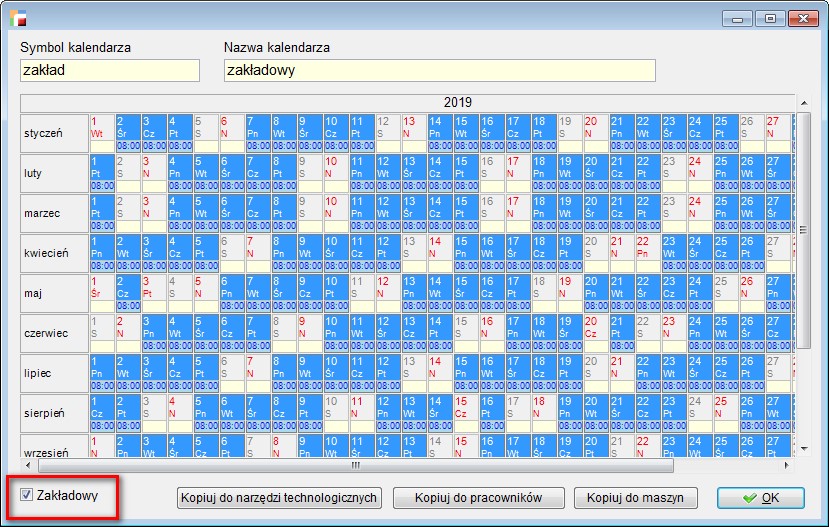
Definicja kalendarzy wzorcowych na dany rok. Ustawienie kalendarza polega na zaznaczeniu wymaganych dni i ustawieniu godzin pracy dla nich. Pod prawym klawiszem myszy jest wywoływane menu pozwalające na wykonywanie tych czynności. Podwójne kliknięcie pozwala ustawić godziny dla pojedynczego dnia.
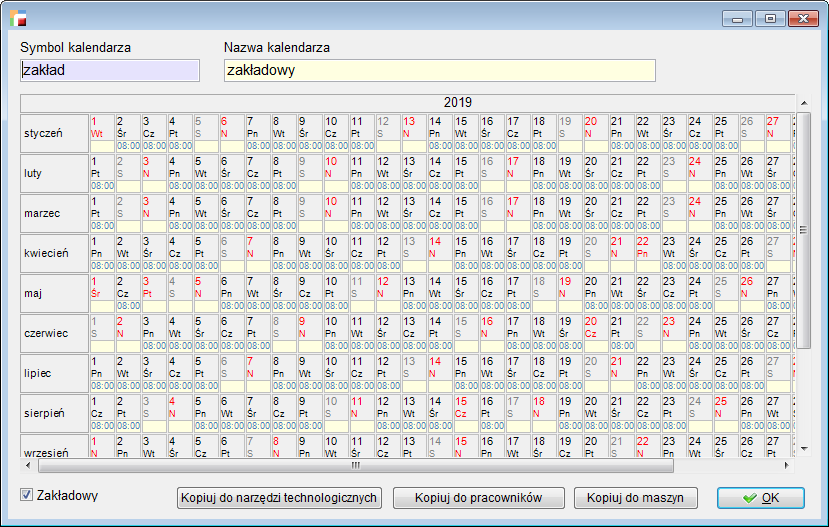
Znacznik „Zakładowy” – zaznaczenie spowoduje, że kalendarz będzie widoczny w graficznym przedstawieniu produkcji.
Przycisk „Kopiuj do narzędzi technologicznych” umożliwia podpięcie kalendarza do odpowiedniego narzędzia.
Przycisk „Kopiuj do pracowników” umożliwia podpięcie kalendarza do odpowiedniego kalendarza pracownika.
Przycisk „Kopiuj do maszyn” umożliwia podpięcie kalendarza do odpowiedniej maszyny.
5.2 Zasoby, gniazda, maszyny, narzędzia
Gniazda produkcyjne to zespoły wyspecjalizowanych maszyn.
- Nazwa gniazda produkcyjnego
- Wydział (wybierany ze struktury firmy)
- Koszt pracy zasobu
- pole do wpisania wartości za sztukę/operację
- pole do wpisania wartości za roboczo – godzinę
- Opis
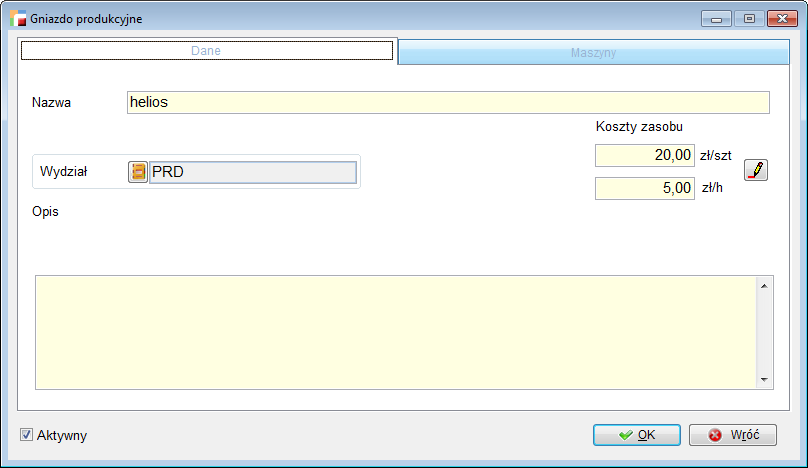
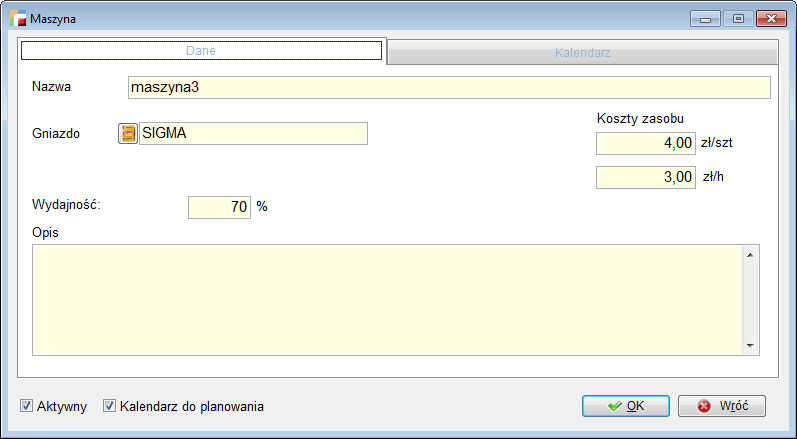
Możliwość podpięcia maszyn wykorzystywanych na danym gnieździe. Do podpięcia system pokazuje nam listę wszystkich maszyn, które są wolne (tzn. nie podpiętych do innych gniazd) a nie wszystkich zdefiniowanych w programie.
Zakładka „Kalendarz” umożliwia podpięcie do konkretnej maszyny wcześniej zdefiniowanego kalendarza. W tym przypadku należy zaznaczyć checkbox „Kalendarz do planowania” i dodać wykopiowany na podstawie kalendarza wzorcowego.
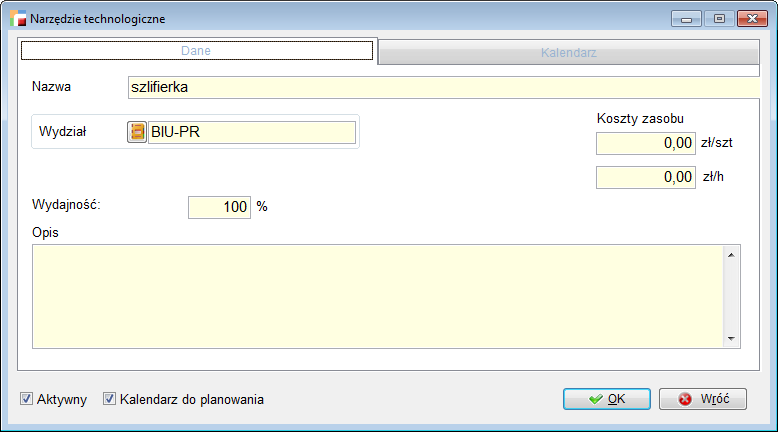
Narzędzia technologiczne dodajemy i modyfikujemy, ewentualnie usuwamy w ten sam sposób, jak to ma miejsce przy maszynach. Do każdego narzędzia technologicznego należy:
- Wpisać nazwę
- Wskazać wydział (wybierany ze struktury firmy)
- Można również wprowadzić koszt pracy zasobu
- pole do wpisania wartości za sztukę/operację
- pole do wpisania wartości za roboczo – godzinę
- Zdefiniować wydajność
- Umieścić Opis.
- Na drugiej zakładce można podpiąć właściwy Kalendarz
- Trzecia zakładka (opcjonalnie) służy do zdefiniowania dodatkowych pól tabel według indywidualnych ustawień użytkownika.
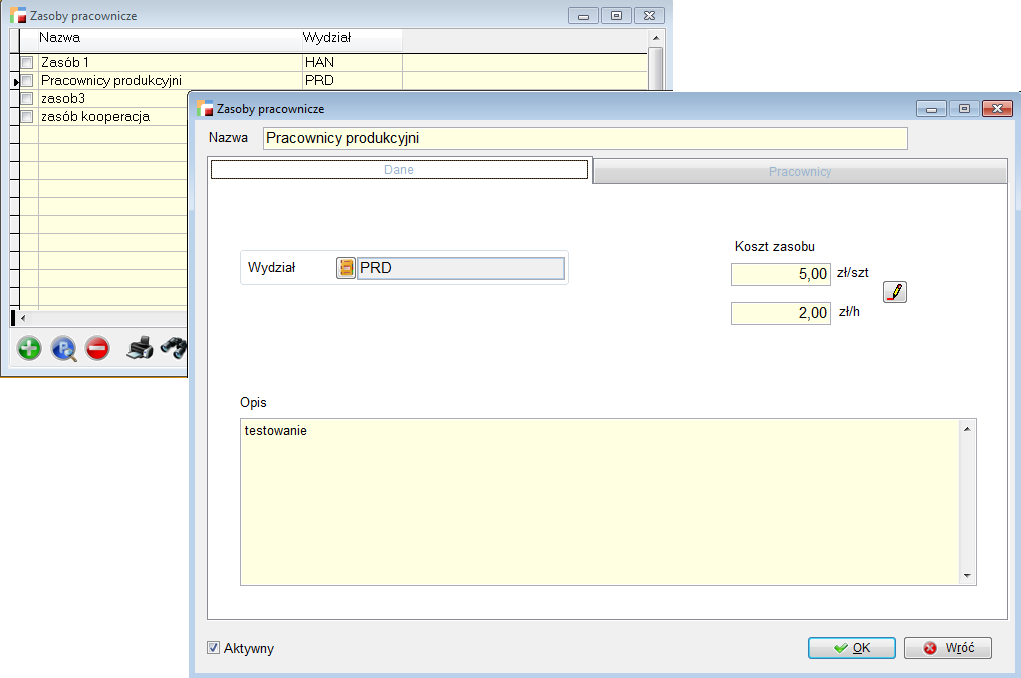
5.3 Zasoby – grupy, pracownicy
Zasoby pracownicze
- Nazwa zasobu pracowniczego
- Wydział (wybierany ze struktury firmy)
- Koszt pracy zasobu
- pole do wpisania wartości za sztukę/operację
- pole do wpisania wartości za roboczo – godzinę
- Opis
- Zakładka Pracownicy – podpinamy tu pracownika do zasobu i określamy mu stawkę godzinową albo akordową.
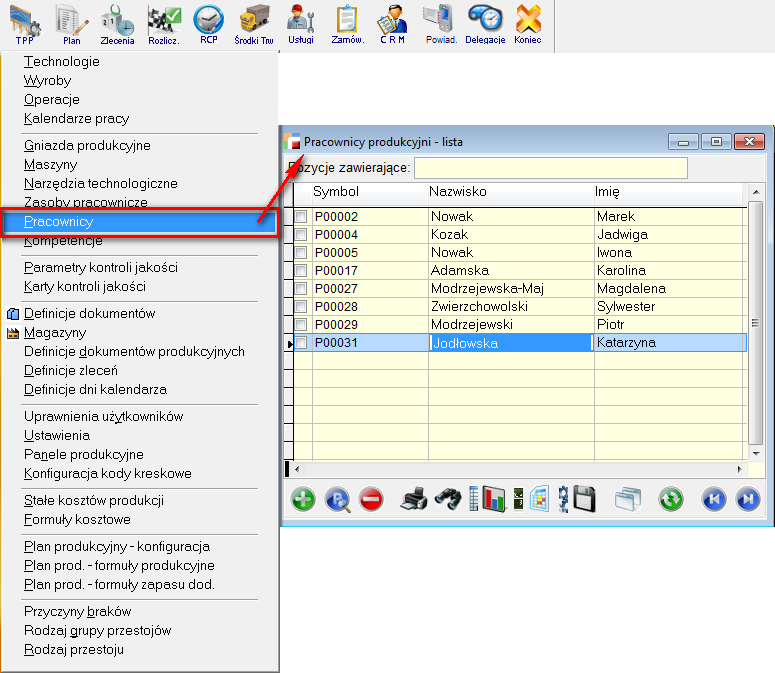
Pracownicy i kompetencje
Z poziomu TPP można dodawać pracowników produkcyjnych jak również przypisać im kompetencje.
Nagłówek zawiera następujące informacje:
- Imię
- Nazwisko
- Wydajność
Kompetencje
Pracownikom produkcyjnym można przypisywać kompetencje. Opcja konfigurowania kompetencji dostępna jest również podczas przypisywania ich do pracownika. Po wybraniu kompetencji, wyświetlona zostanie lista z wartościami, jakie dana kompetencja może przyjąć. Przypisane do pracownika kompetencje znajdują się w formularzu edycji pracownika.
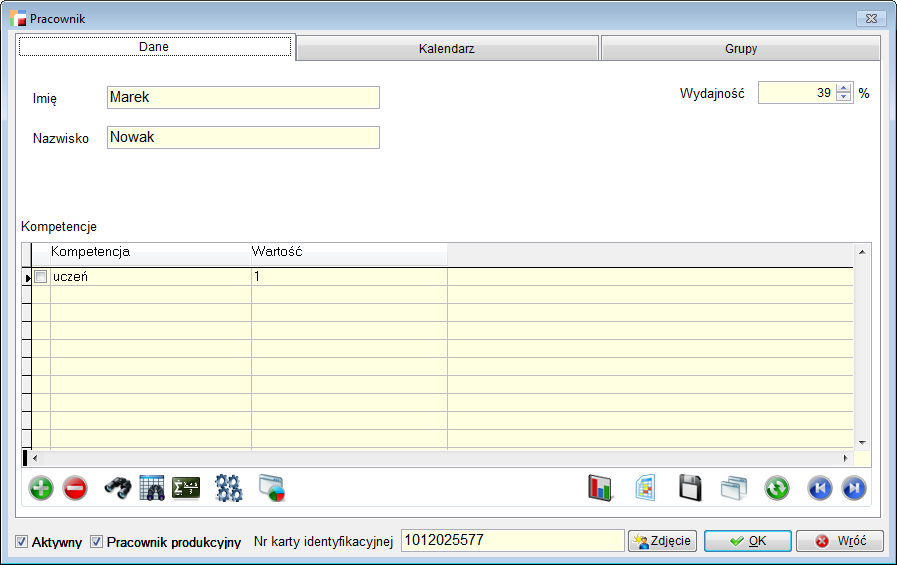
Na dole jest informacja czy jest to pracownik aktywny, produkcyjny, jest numer karty identyfikacyjnej oraz możliwość podglądu zdjęcia pracownika.
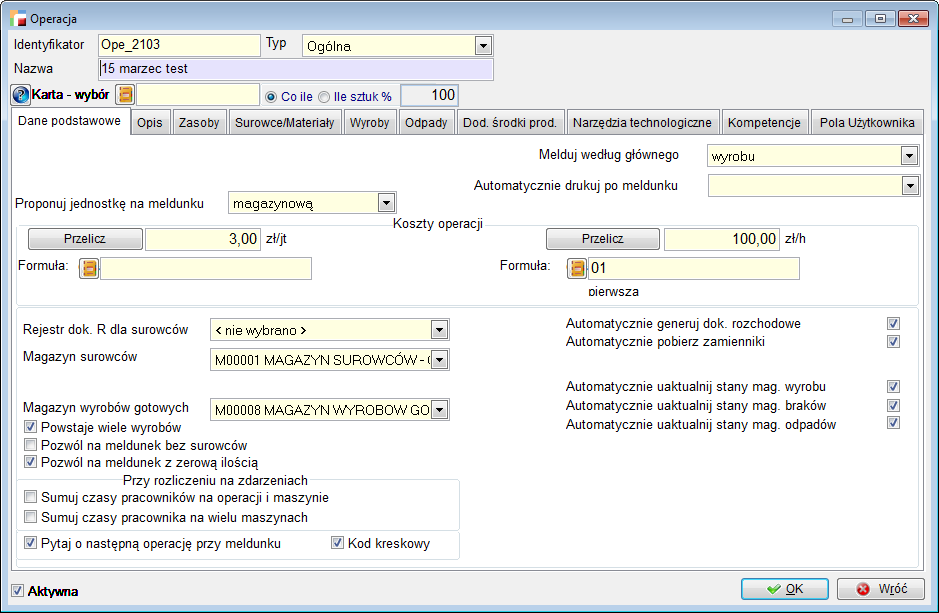
5.4 Operacje
Nagłówek zawiera następujące informacje:
- Unikalny Identyfikator – nadawany z automatu z możliwością edycji
- Nazwa operacji
- Typ operacji:
- Ogólna (podstawowe operacje)
- Kooperacja (realizowane na zewnątrz)
- Procesowa (w trakcie realizacji)
Dodatkowo jest możliwość wyboru karty kontroli jakości oraz ustawienia jej właściwości. Kartę można wskazać w operacji ogólnej oraz w kooperacji.

Karta jest generowana w momencie meldowania.
Generowanie kart kontroli jakości dotyczy dokumentów P oraz PZ. W przypadku, gdy wyrób ma zdefiniowaną aktywną kartę w kartotece i nie zdefiniowano karty w operacji – wygenerowana zostanie karta KJ wskazana w kartotece.
Zakładki Operacji:
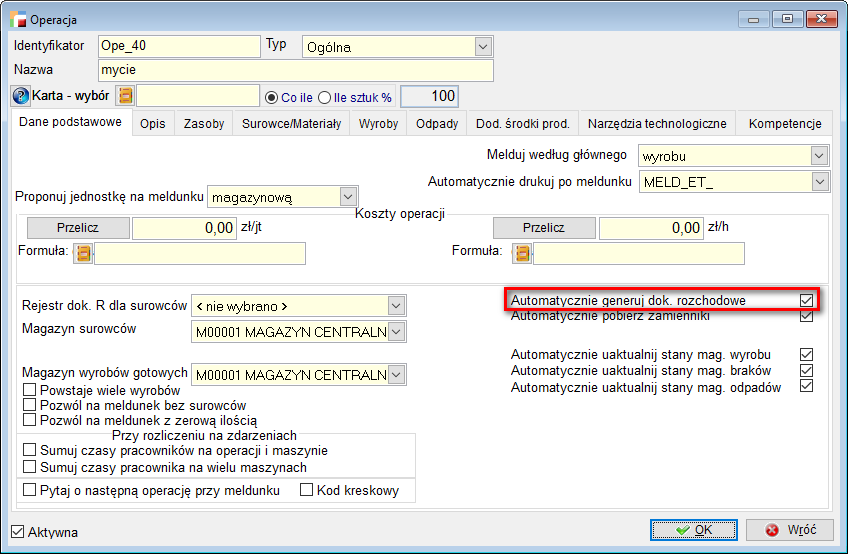
1. Dane podstawowe – ustalamy tu meldowanie według głównego surowca / wyrobu, automatyczne drukowanie etykiet po meldunku oraz proponujemy jednostkę miary dla meldunku. Poniżej ustawiamy koszty operacji, rejestr dokumentów R dla surowców, wskazujemy magazyn dla surowców i magazyn wyrobów gotowych. Możemy zaznaczyć opcję „Powstaje wiele wyrobów”, jak również ustawić meldunek bez surowców lub meldunek z zerową ilością. Ponadto ustalamy czy przy rozliczeniu na zdarzeniach nastąpi sumowanie czasu pracowników, czy przy meldunku będzie podpowiadana następna operacja (możliwość pominięcia operacji) oraz wybór artykułu poprzez kod kreskowy.
Po zaznaczeniu tej opcji, podczas zatwierdzania meldunku użytkownik wybiera operację, która na być następną po meldowanej.
Zaznaczenie opcji “kod kreskowy” powoduje, że po wyświetleniu formularza z następnymi operacjami kursor ustawia się na kodzie kreskowym i użytkownik ma możliwość sczytania następnej operacji za pomocą kodu kreskowego, który jest na przewodniku.
Przy wskazaniu „następnej” operacji, magazyn wyrobu z operacji meldowanej musi być taki sam jak magazyn surowca ze wskazanej operacji jako następna. W przypadku wskazania operacji procesowej jako następnej, wyrób z operacji meldowanej zostaje przesunięty pod wskazaną następną operację. W przypadku wskazania operacji ogólnej – po wygenerowaniu dokumentów P – artykuły zostają zarezerwowane pod wskazaną następną operację.
Ustalamy tu również czy system ma automatycznie generować dokumenty rozchodowe, pobierać zamienniki oraz czy ma automatycznie uaktualniać magazyny wyrobów, braków i odpadów.
Wybór rejestru dok.R dla surowców jest możliwy także przy surowcu na operacji.
Hierarchia rejestrów jest analogiczna jak magazynów. W przypadku, gdy nie zostanie wskazany rejestr przy surowcu, zostanie on pobrany z operacji, a gdy w operacji nie zdefiniowano rejestrów, dokumenty R generowane są w rejestrze, który ustawiony jest w definicji zlecenia.
Zdefiniowanie rejestru dokumentów rozchodowych w definicji zlecenia jest obowiązkowe. Ustawienie przez użytkownika rejestru przy surowcu skutkuje wygenerowaniem dokumentu R, w wybranym rejestrze podczas meldunku.
Ustawienie dotyczy operacji, które mają zaznaczoną opcję generowania automatycznego dokumentów rozchodowych. W przypadku, gdy nie ma automatów, o rejestrze dokumentów R, decyduje użytkownik podczas ręcznego tworzenia dokumentu rozchodowego.
2. Opis – pole opisowe.
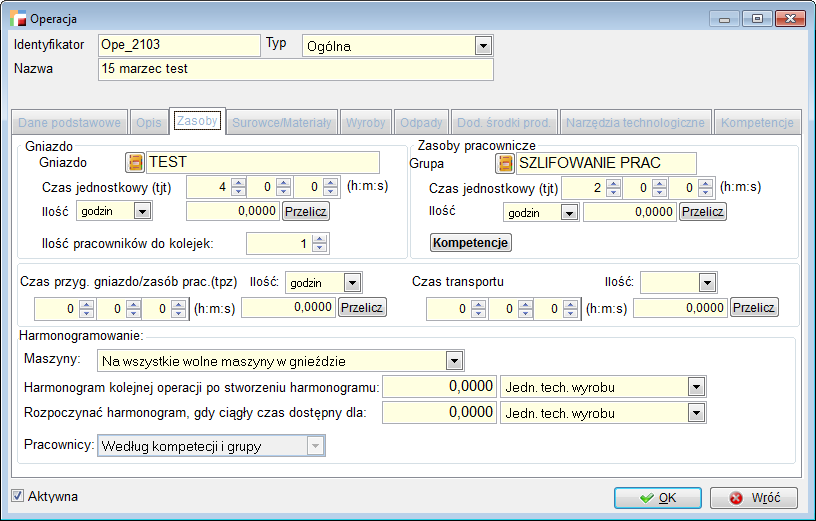
3. Zasoby – zakładka, w której podpinamy Zasoby pracownicze oraz Gniazdo, jak również ustalamy czas jednostkowy dla zasobów, czas przygotowania i transportu. Możliwe jest również wpisanie ilości godzin i przeliczenie czasu do formatu h:m:s. Podpinamy tu parametry do harmonogramowania (zależności między operacjami):
- Maszyny: Na wszystkie wolne maszyny w gnieździe, na pierwszą wolną maszynę, tylko na wskazaną maszynę, na wskazane maszyny z gniazda.
- Harmonogram kolejnej operacji po stworzeniu harmonogramu (jednostka technologiczna wyrobu lub jako % realizacji wyrobu)
- Rozpoczynać harmonogram gdy nastąpi czas dostępny dla (jednostka technologiczna wyrobu lub jako % realizacji wyrobu)
- Pracownicy np.wg kompetencji i grupy
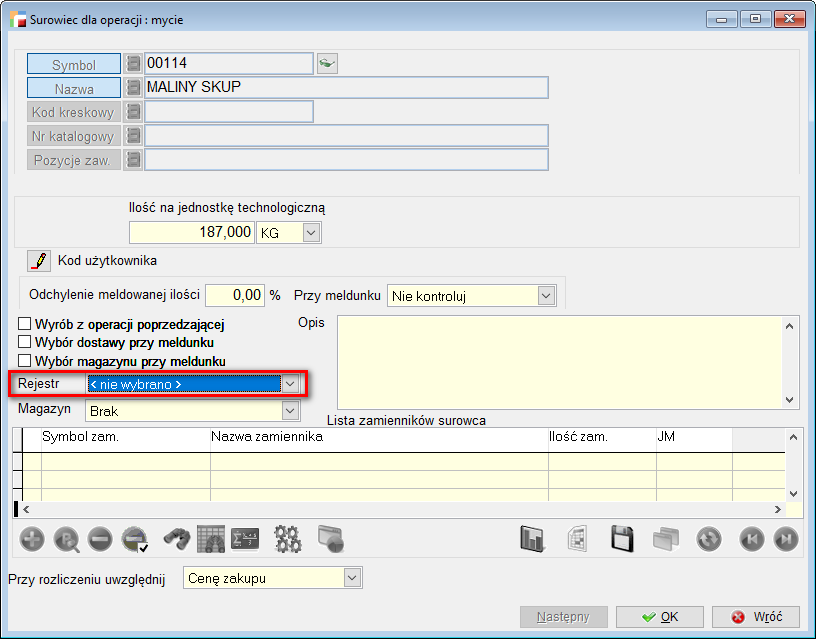
4. Surowce / Materiały – wybieramy surowce dla danej operacji, ze wskazaniem magazynu, z którego mają być pobierane. Jest tu również możliwość wyboru zamiennika.
Dodatkowe opcje:
- Wyrób z operacji poprzedzającej – opcja przy surowcu powoduje, iż surowiec nie jest sugerowany do zamówienia ZZ oraz jest kontrolowany podczas meldowania tak, aby system pobierał wytworzony półprodukt z poprzedniej operacji.
- Wybór dostawy przy meldunku – przy meldowaniu, po wejściu w surowce istnieje możliwość wskazania dostawy
- Wybór magazynu przy meldunku – po zaznaczeniu tej opcji, istnieje możliwość wyboru magazynu źródłowego dla surowców bądź docelowego dla wyrobu
- Kontrola Ilości przy meldunku– (nie kontroluj, ostrzegaj, blokuj) w przypadku poprawy ilości zużytego surowca system informuje lub blokuje gdy odchylenia od normy są wyższe/niższe niż zdefiniowane zakresy procentowe
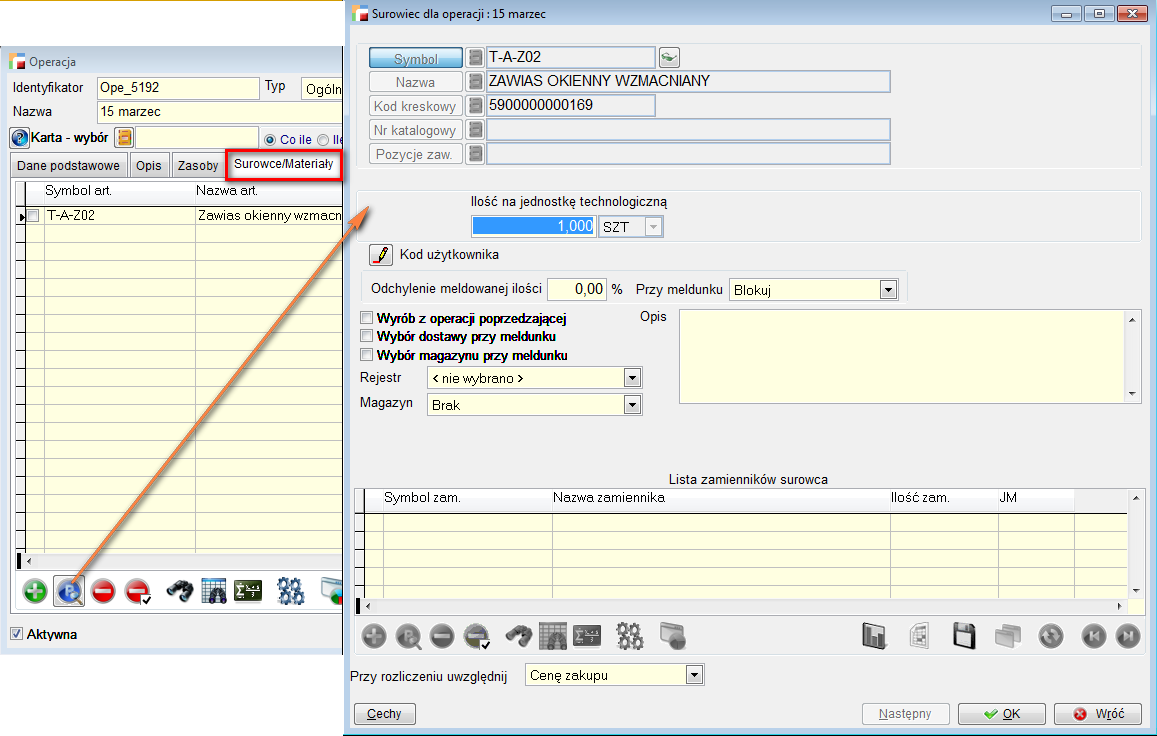
Możemy wskazać zamienniki surowca
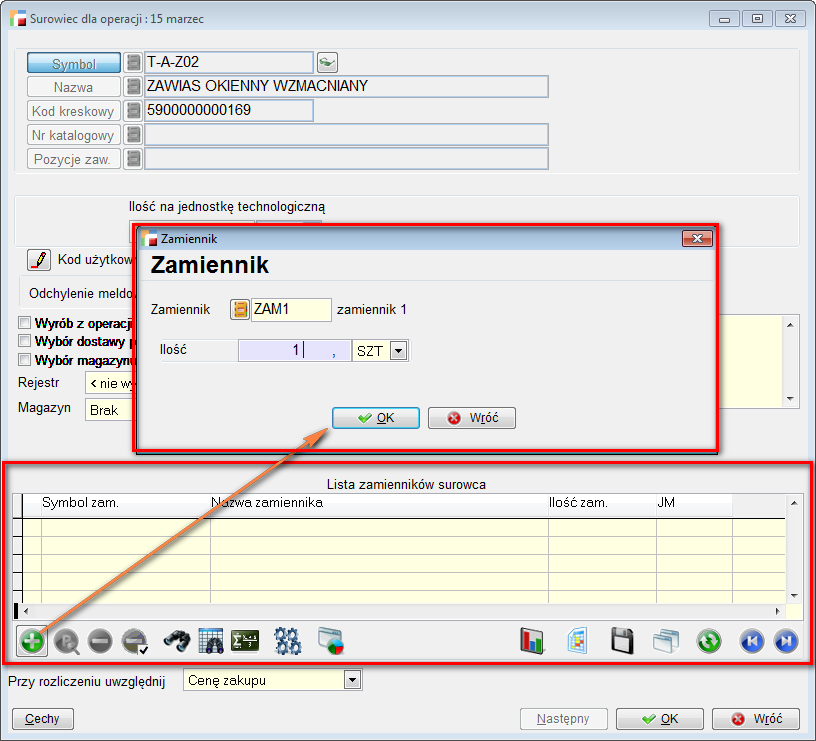
Kolejność surowców można zmienić pod F12 w tabeli z listą zamienników – Kolejność zamienników.
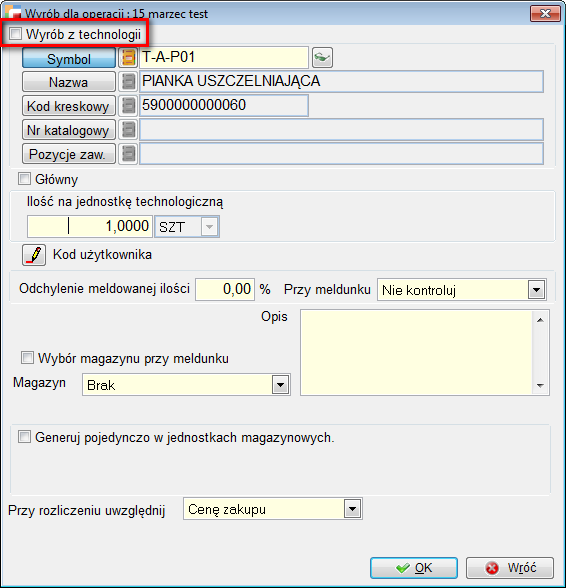
5. Wyroby – wyrób czyli efekt danej operacji (może być tylko jeden przy typie ogólnym), z możliwością wpisania ilości na jednostkę technologiczną i opcją Wybór magazynu przy meldunku – po zaznaczeniu której, istnieje możliwość wyboru magazynu źródłowego dla wyrobu
Dodatkowe opcje:
- Generuj pojedynczo w jednostkach magazynowych – po zaznaczeniu tej opcji, podczas generowania przychodu, program rozbije meldowaną ilość na pojedyncze pozycje, zgodne z jednostka magazynową.
- Automatycznie rezerwuj wyrób pod operację – po zaznaczeniu tej opcji i wskazaniu operacji program automatycznie zarezerwuje dla niej wyrób
- Wyrób z technologii – dla operacji system podpowiada symbol wyrobu z technologii
6. Odpady – ustalamy odpady jakie mogą powstać w wyniku operacji.
7. Dodatkowe środki produkcyjne – tzw. hermesowe pozostałe koszty np. prąd, woda.
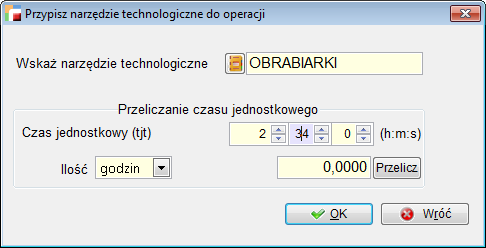
8. Narzędzia technologiczne – wskazujemy tu narzędzia technologiczne, jakie mają być przypisane do operacji wraz ze wskazaniem czasu jednostkowego
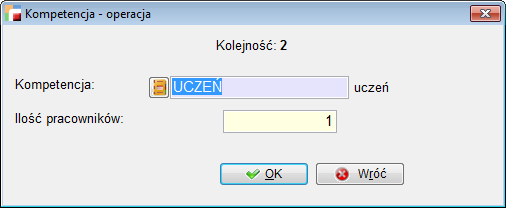
9. Kompetencje – Wykorzystanie tej opcji pozwoli na zaplanowanie w planie pracy czasu dla pracowników z uwzględnieniem ich kompetencji. Podczas tworzenia tego planu, brane są pod uwagę kalendarze pracowników oraz już wcześniej zaplanowane dla pracowników operacje.
5.5 Technologie
Technologia umożliwia przygotowanie i prowadzenie procesu wytworzenia wyrobu.
Zdefiniujemy tu skład materiałowy wyrobu, czyli surowce, półprodukty i zamienniki, podpinając odpowiednie rodzaje operacji technologicznych, zasoby produkcyjne niezbędne do wytworzenia wyrobu, a także informacje typu: koszt wyrobu, czas realizacji, ilość odpadów powstających w czasie produkcji oraz prace zlecone kooperantom.
Technologie
1. Identyfikator – nadawany z automatu z możliwością edycji
2. Nazwa
3. Status
a. W przygotowaniu – technologia o tym statusie nie jest widoczna na zleceniach
b. Zatwierdzona – technologia musi mieć status zatwierdzona żeby była widoczna na zleceniach, po zmianie statusu technologia przechodzi w tryb „pokaż”.
c. Archiwalna – status jaki otrzymuje technologia po przeniesieniu do archiwum (F12 – Przenieść do archiwum). Przenosząc do archiwum system automatycznie na jej podstawie tworzy kopię, którą możemy edytować.
4. Domyślny rejestr zleceń
Możliwość przypisania domyślnego rejestru zleceń do technologii.
5. znacznik Główna
Technologia główna podpowiada się domyślnie przy generowaniu zleceń/podzleceń oraz jest wyświetlana w widoku technologicznym (drzewko)
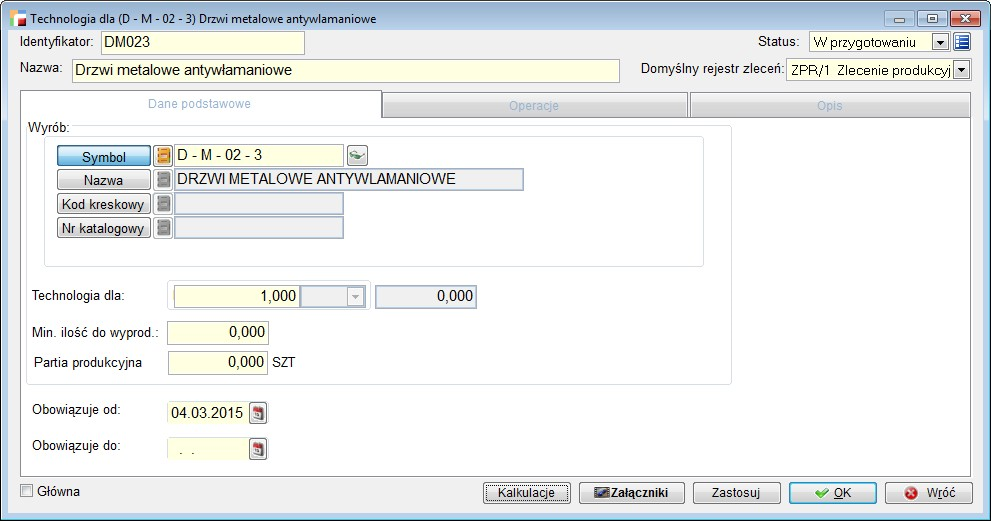
6. Zakładka Dane podstawowe:
a) Wyrób
b) Data obowiązywania od
c) Data obowiązywania do (dla archiwalnych)
d) Technologia dla – wpisujemy ilość (z przelicznikiem)
e) Minimalna ilość do wyprodukowania / ilość uzasadniona technologicznie
f) Partia produkcyjna
g) Obowiązuje od:
h) Obowiązuje do:
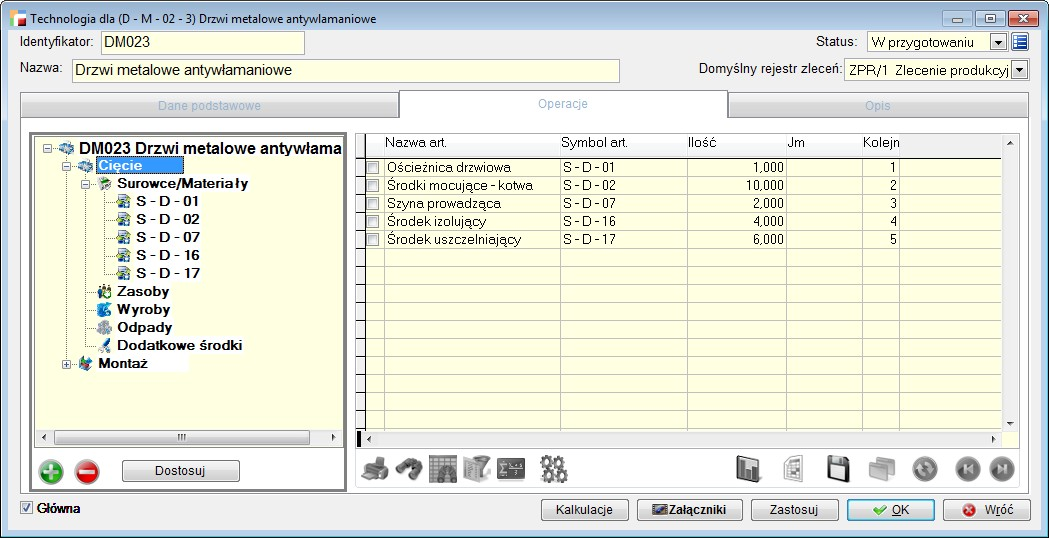
7. Zakładka Operacje
Technologia ma postać drzewka gdzie na głównych gałęziach są operacje a na podrzędnych surowce/materiały niezbędne do wykonania danej operacji.
Na drzewku widać też jakie półprodukty powstają w wyniku tych prac.
Plus/Minus pozwala nam dodać usunąć operacje, natomiast opcja Dostosuj pozwala zmienić jej zawartość. Przyciski są aktywne gdy klikniemy na gałąź operacji.
8. Zakładka Opis
9. Zakładka Pola użytkownika – pola zdefiniowane w „Konfig” – Dodatkowe pola tabel
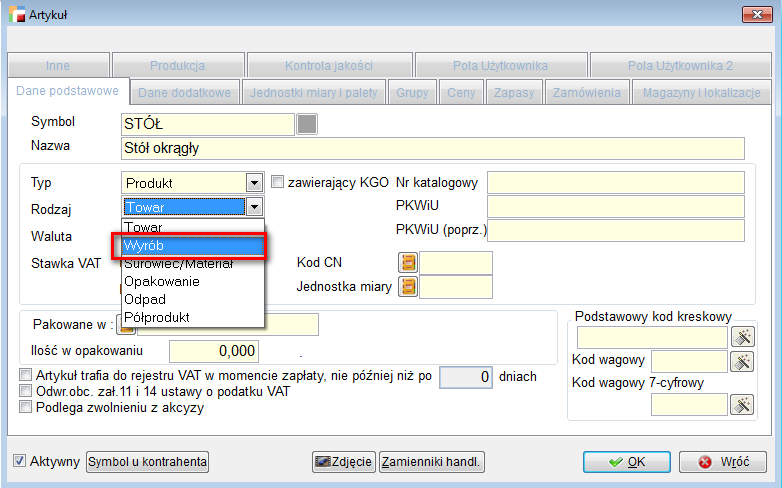
5.6 Wyroby
W tej opcji definiujemy wyroby gotowe oraz półwyroby (półprodukty).
5.7 Wydania pod produkcję
2.Panele
2.1 Wstęp
Moduł Zarządzanie Produkcją to jedna z części Zintegrowanego Systemu Zarządzania humansoft HermesSQL, wspomagającego przygotowanie i realizację procesów produkcyjnych.
Program HermesSQL to nowoczesny program, który pozwala właściwie zorganizować produkcję, usprawnić „łańcuch dostaw” i maksymalnie wykorzystać posiadane środki produkcji oraz zasoby ludzkie. Umożliwia pełną identyfikację procesów produkcyjnych wraz z łatwym śledzeniem surowców i wyrobów gotowych na wszystkich etapach produkcji.
Moduł Zarządzanie produkcją jest dość autonomiczny w stosunku do całości systemu, jednak potrafi ściśle współpracować z pozostałymi opcjami programu. Funkcjonalność modułu przede wszystkim dopełniają Zamówienia na sprzedaż.
2.2 Podział produkcji
Od 1 marca moduł – Zarządzanie Produkcją został podzielony na 4 moduły:
- Zarządzanie produkcją
- Plan produkcji
- Harmonogram operacji
- Panele produkcyjne
Zarówno Planowanie, Harmonogramowanie czy Panele nie mogą istnieć bez głównego – podstawowego modułu „Zarządzania produkcją”. W celu zaznajomienia się z powyższymi modułami polecamy najpierw lekturę głównego podręcznika do Zarządzania produkcją. Omówione są tam etapy produkcji, dokumenty produkcyjne, sposoby definiowania, dodawania konkretnych dokumentów do systemu.
2.3 Panele produkcyjne – wprowadzenie
Moduł Panele służy do rejestracji zdarzeń bezpośrednio na produkcji poprzez wykonawców lub brygadzistów.
Panel produkcyjny jest stałym składnikiem systemu Hermes SQL.
Służy tylko do rejestracji zdarzeń produkcyjnych, a edycja danych możliwa jest z poziomu modułu Zarządzanie Produkcją -> Rozlicz. -> rejestracja zdarzenia
Uruchomienie pobiera licencję kliencką tj.: każdy panel wymaga osobnej licencji klienckiej do pracy w tym samym czasie
Należy zdefiniować :
– dla każdego z paneli zdefiniować operatora z hasłem np.: o symbolu PAN1 – panel 1
– Profil operatora np.: Panel – ograniczone uprawnienia
– stację roboczą dla każdego panelu
– panel produkcyjny
Uruchomienie wymaga edycji skrótu na pulpicie
Link do uruchomienia np. :“C:\Hermes SQL\Hermes_sql.exe” “R1″ ” PAN1″ “PAN1PASS” “” “901”
gdzie:
R1 – symbol firmy w Hermes SL
PAN1 – symbol operatora
PAN1PASS – hasło dla w/w operatora
901 – symbol stacji roboczej
Identyfikacja wykonawcy odbywa się poprzez odczyt kodu pracownika podczas pracy
Uwaga: Profile operatorów zdefiniowanych dla paneli produkcyjnych należy wykluczyć w Ustawieniach globalnych -> Pobieranie kursów walut -> Kto może pobierać na starcie programu.
2.4 Moduł Panele – podstawowe funkcje
Po zainstalowaniu modułu „Panele” w menu TPP pojawi się opcja Panele produkcyjne: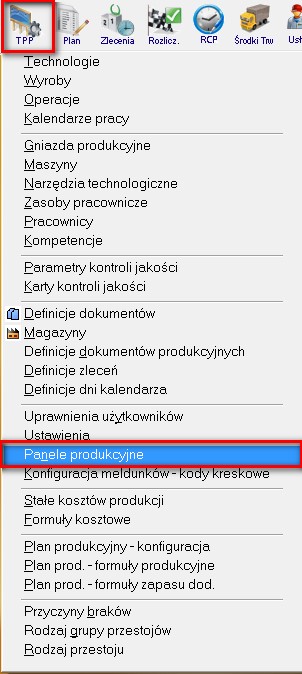
Przystępujemy do definiowania paneli produkcyjnych:
Należy nadać identyfikator, nazwę panelu, wydział, stacje roboczą oraz checkbox – czy jest to panel mobilny.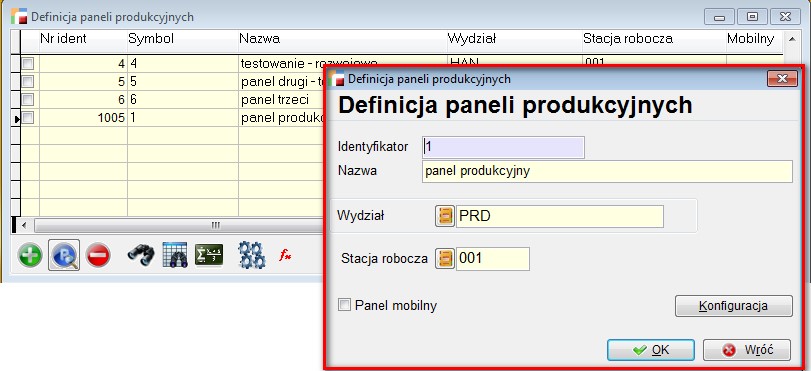

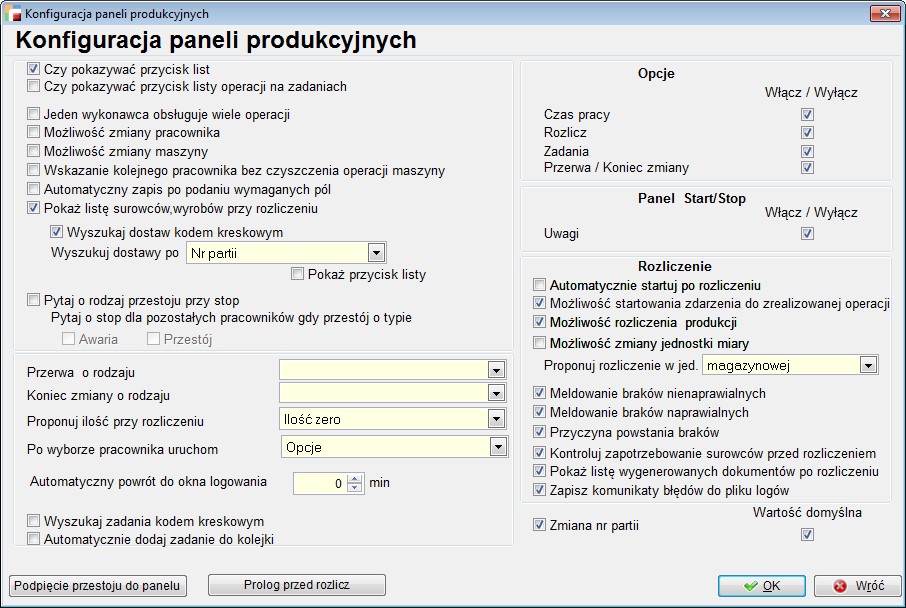
2.5 Konfiguracja paneli produkcyjnych
W celu określenia indywidualnych założeń panelu należy odpowiednio skonfigurować panel produkcyjny. Z menu TPP – wybieramy – panele produkcyjne – konfiguracja.
2.6 Panel produkcyjny
Uruchomienie panelu jest możliwe od razu podczas uruchomiania programu – w zależności od konfiguracji (patrz pkt.3) lub po dodaniu własnej funkcji użytkownika.
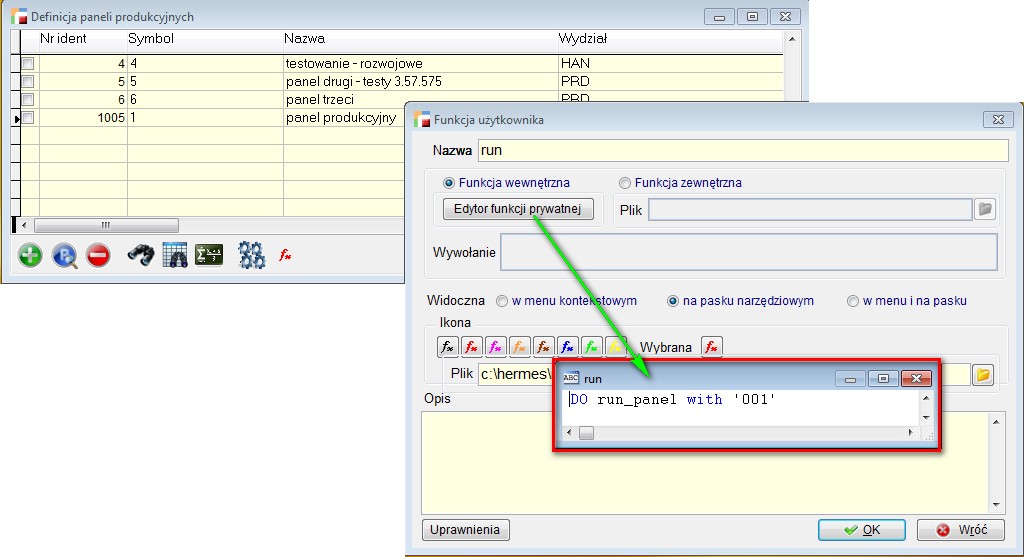
Uruchomienie panelu:
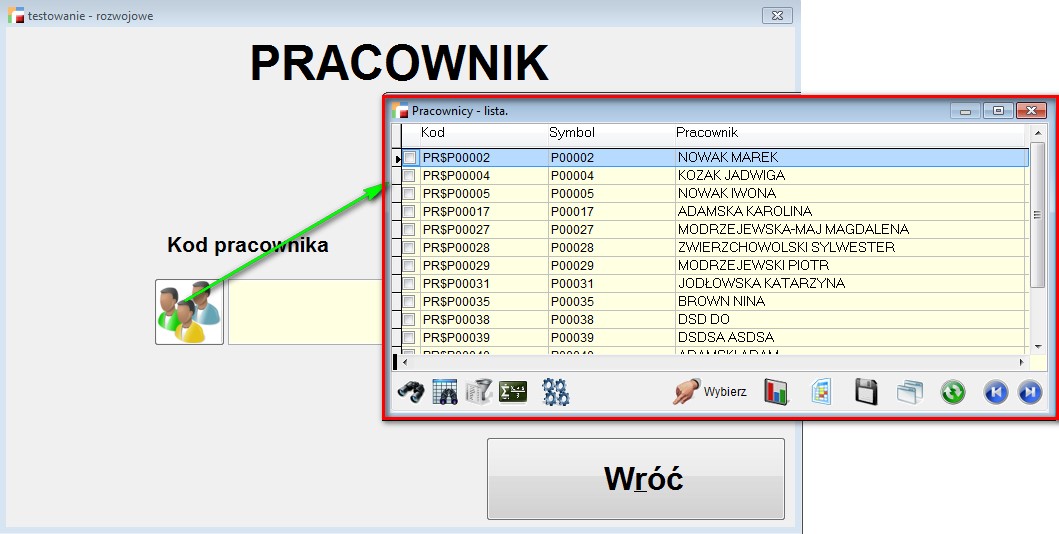
Pojawia się przycisk listy pracowników – wybieramy tu pracownika produkcyjnego.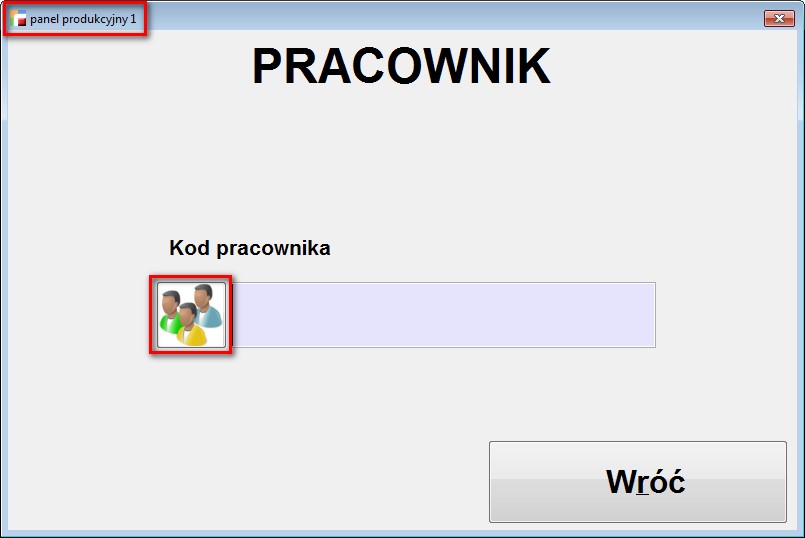

Po wyborze pracownika w zależności jak ustawiliśmy parametry w konfiguracji może uruchomić się lista zdarzeń, meldunki czy zadania.
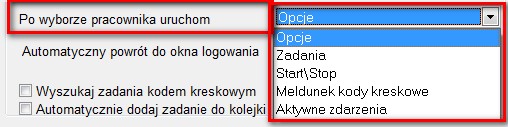
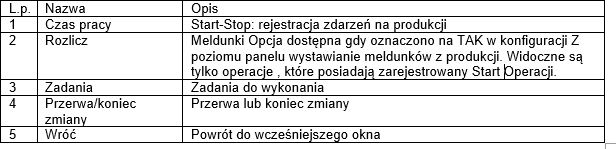
Jeśli wybierzemy z listy „Opcje” mamy poniży ekran.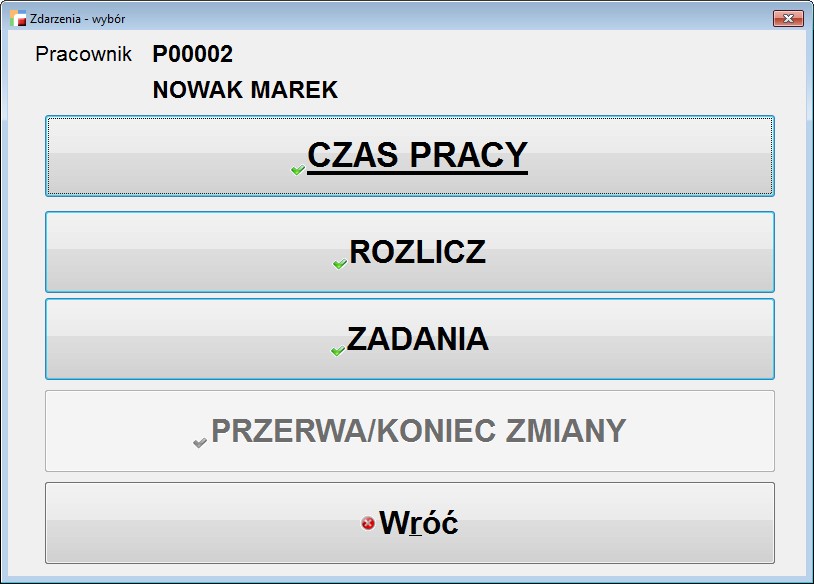
- Z menu wybieramy „Czas pracy”
 W przypadku gdy w konfiguracji oznaczono na NIE : Jeden wykonawca
W przypadku gdy w konfiguracji oznaczono na NIE : Jeden wykonawca
W przypadku gdy wskazany pracownik posiada zarejestrowany Start system automatycznie wchodzi w tryb STOP .
Należy podać przyczynę Przestoju.
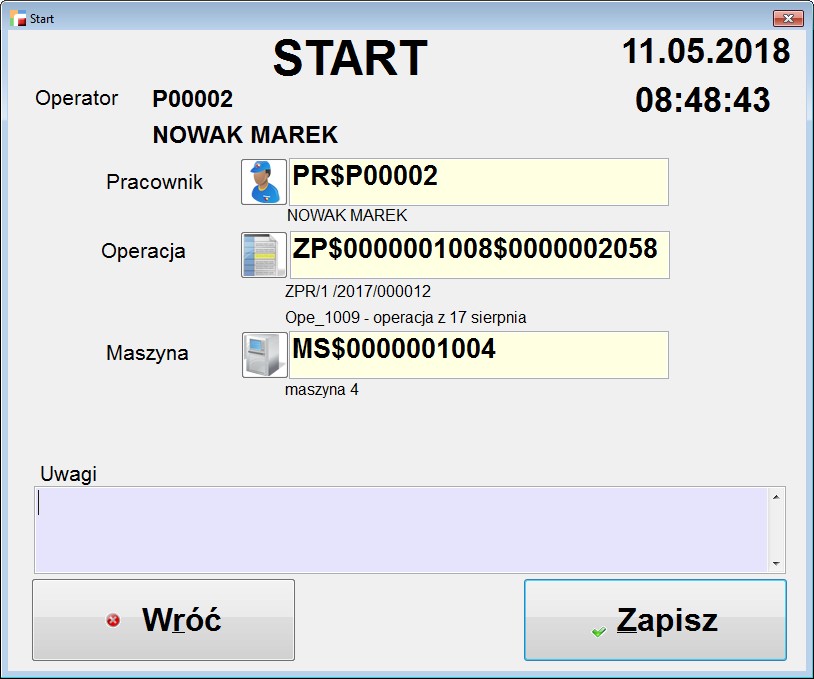
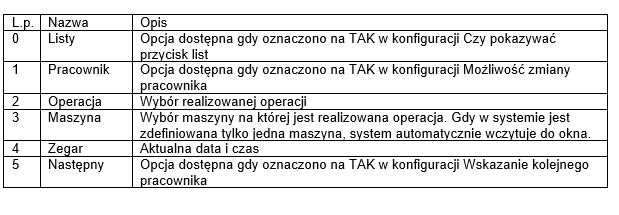
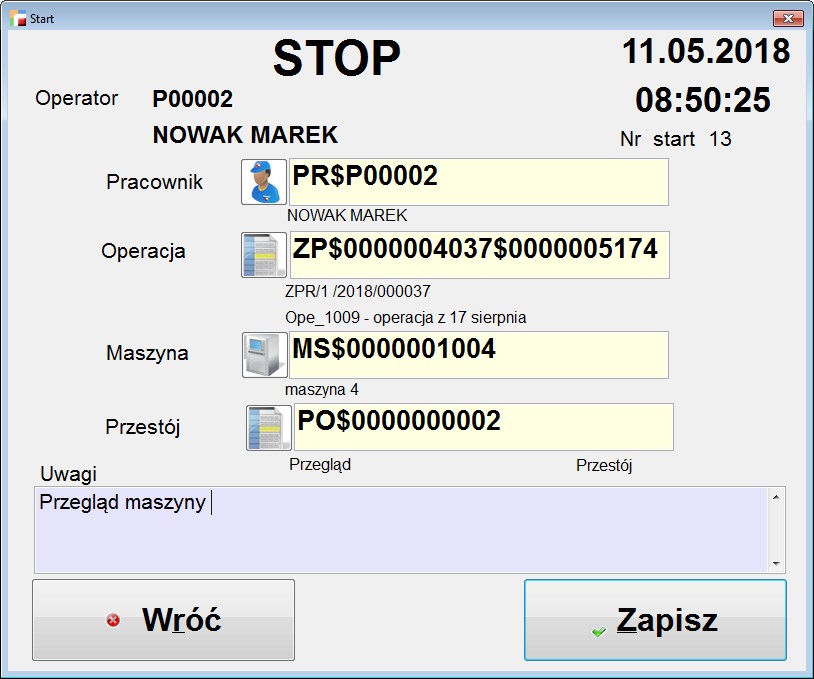
W przypadku gdy w konfiguracji oznaczono na TAK : Jeden wykonawca
System wymaga podania operacji oraz maszyny.WAŻNE!!!
Panel produkcyjny może być obsługiwany bez myszki oraz klawiatury tylko poprzez odczyt kodów kreskowych wg konfiguracji;
Tylko zaznaczone Automatyczny zapis po podaniu wymaganych pól.Rozlicz
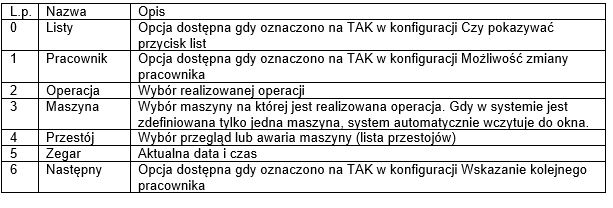
Przedstawiona tu jest lista uruchomionych operacji.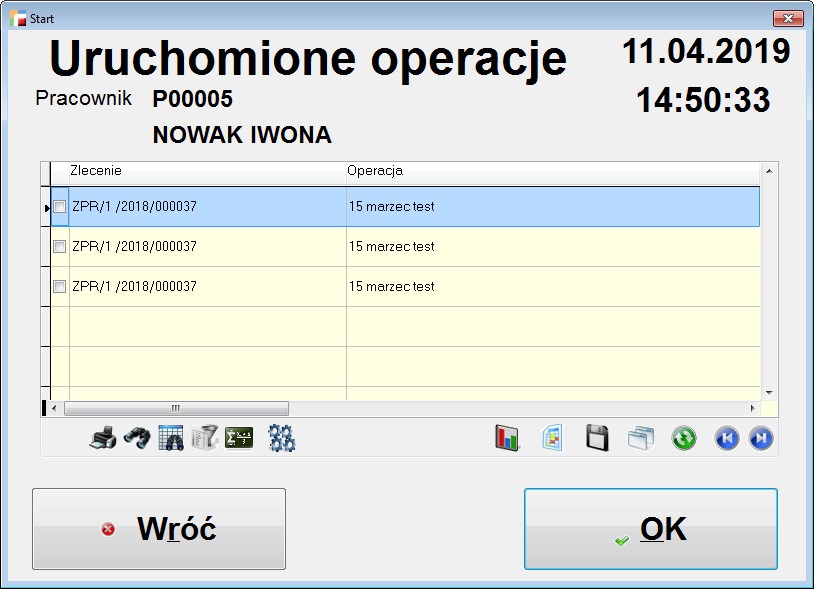
Po wybraniu można rozliczyć wyroby.
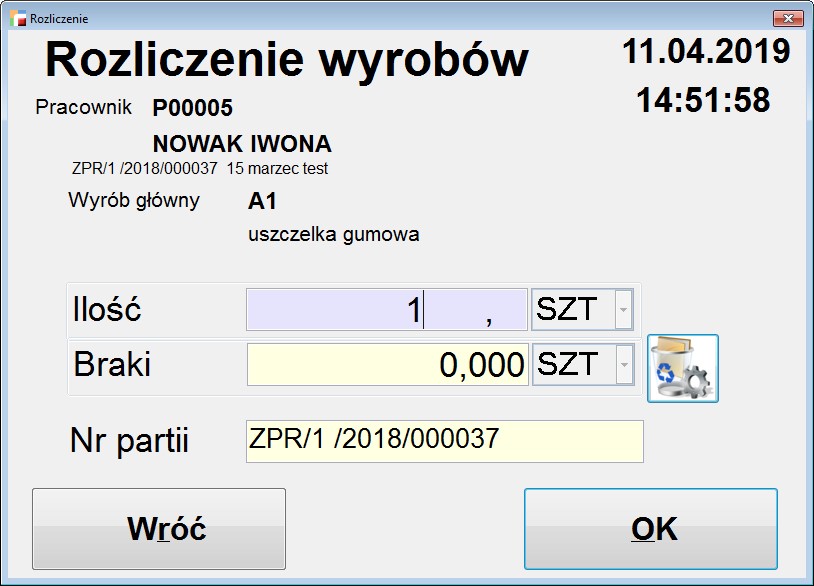
Po uzupełnieniu pół możemy przystąpić do rozliczenia.
Mamy 4 zakładki:- wyroby,
- braki,
- surowce,
- odpady
 Może się zdarzyć, że w tym momencie nie będzie możliwe rozliczenie np. z powodu nie zakończenia zdarzenia przez pracownika. Pojawi się stosowna informacja.
Może się zdarzyć, że w tym momencie nie będzie możliwe rozliczenie np. z powodu nie zakończenia zdarzenia przez pracownika. Pojawi się stosowna informacja.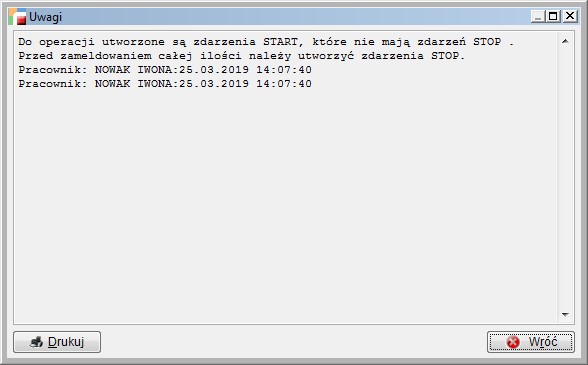 Czas pracy – Zadania
Czas pracy – ZadaniaZadania to opcja, gdzie znajdują się zadania przypisane do pracownika na bieżący dzień. Z panelu, po wybraniu operacji można ją rozpocząć (START), zatrzymać (STOP), rozliczyć się z wykonywanej pracy (ROZLICZ), podejrzeć załącznik przypisany do technologii.
Z tego poziomu można również wygenerować dokumenty kontroli jakości – patrz Rozdział „Kontrola jakości”. W operacjach są wyszczególnione zadania dla wybranego pracownika.
W operacjach są wyszczególnione zadania dla wybranego pracownika.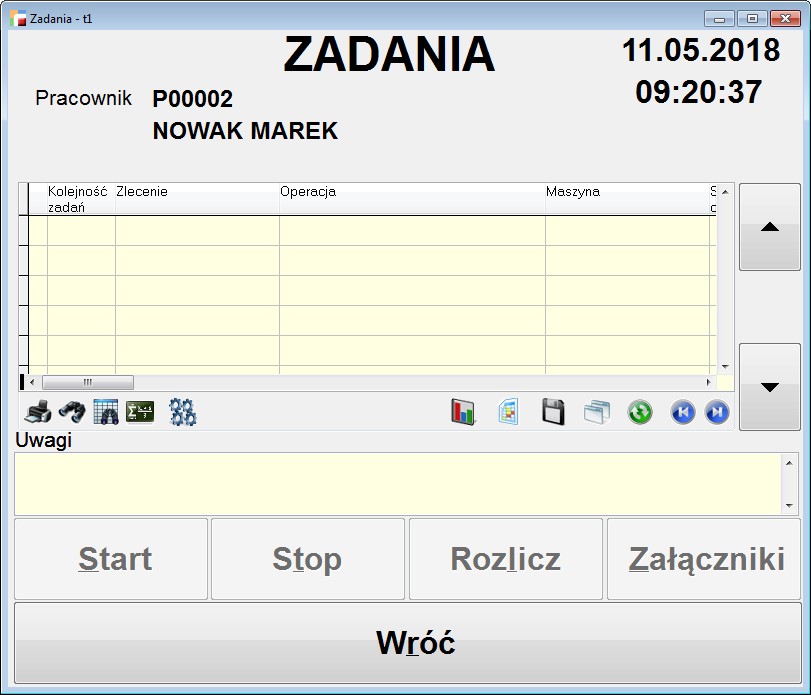
Widoczne są dokumenty kontroli jakości
2.7 Ustawienia produkcji
Mając wykupiony moduł „Panele” – Hermes wzbogacony jest o kilka nowych opcji względem podstawowego modułu Zarządzanie produkcją.
W menu TPP -> Ustawienia – dostępna jest opcja:
- Zmień status „W produkcji” gdy: nastąpiło wydanie surowców oraz w przypadku gdy wystąpiło zdarzenie START na panelu produkcyjnym
 W menu TPP -> Ustawienia -> Śledzenie zmian dostępna grupa zmian Rejestracja zdarzeń
W menu TPP -> Ustawienia -> Śledzenie zmian dostępna grupa zmian Rejestracja zdarzeń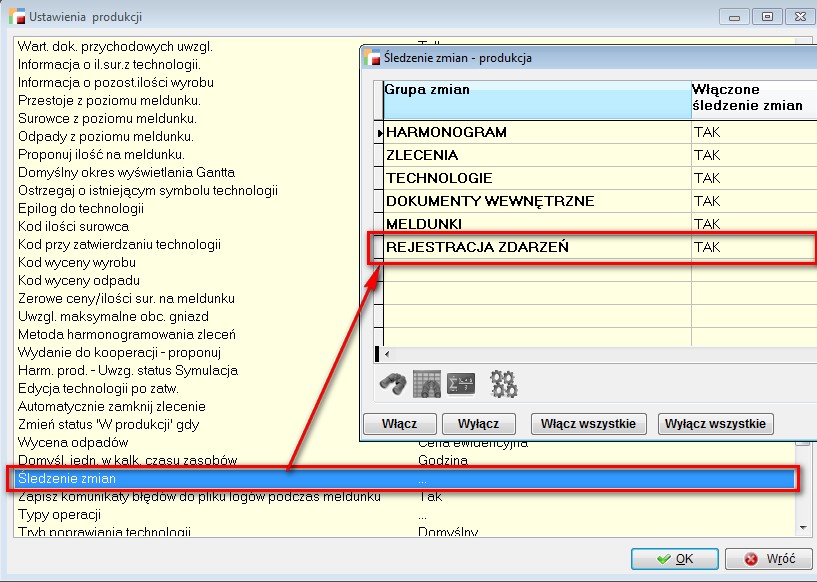
Na formularzu Operacje, w zakładce Dane podstawowe dostępne opcje:
- Sumuj czasy pracowników na operacji i maszynie
- Sumuj czasy pracownika na wielu maszynach
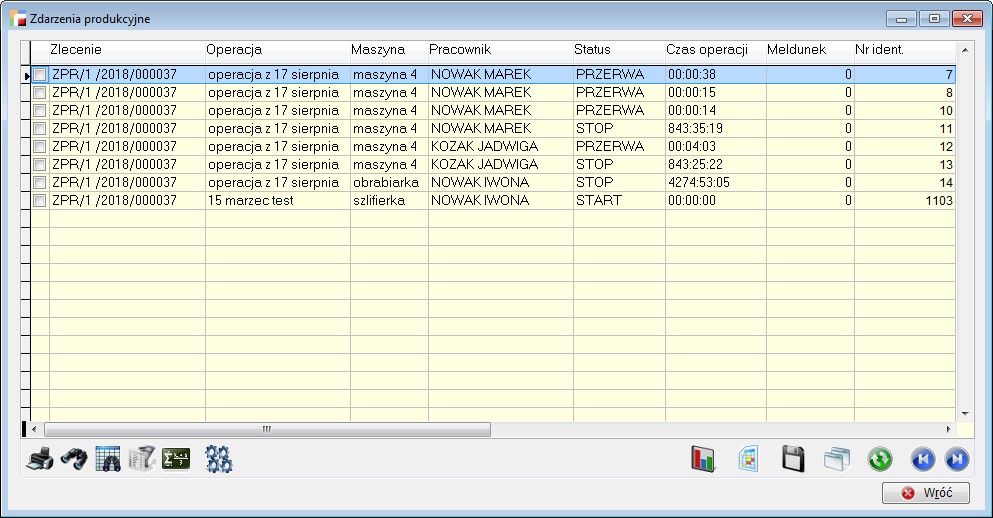
 Na formularzach Zleceń produkcyjnych dostępna opcja Zdarzenia
Na formularzach Zleceń produkcyjnych dostępna opcja Zdarzenia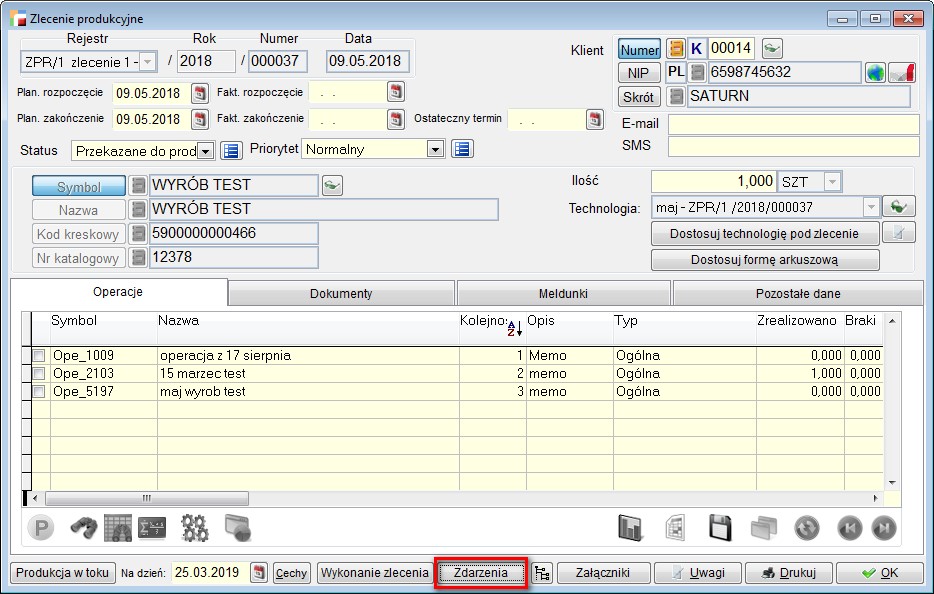
Znajdują się tu zdarzenia jakie zaszły podczas produkcji – np. który pracownik na jakiej maszynie pracuje – czas trwania operacji, status.
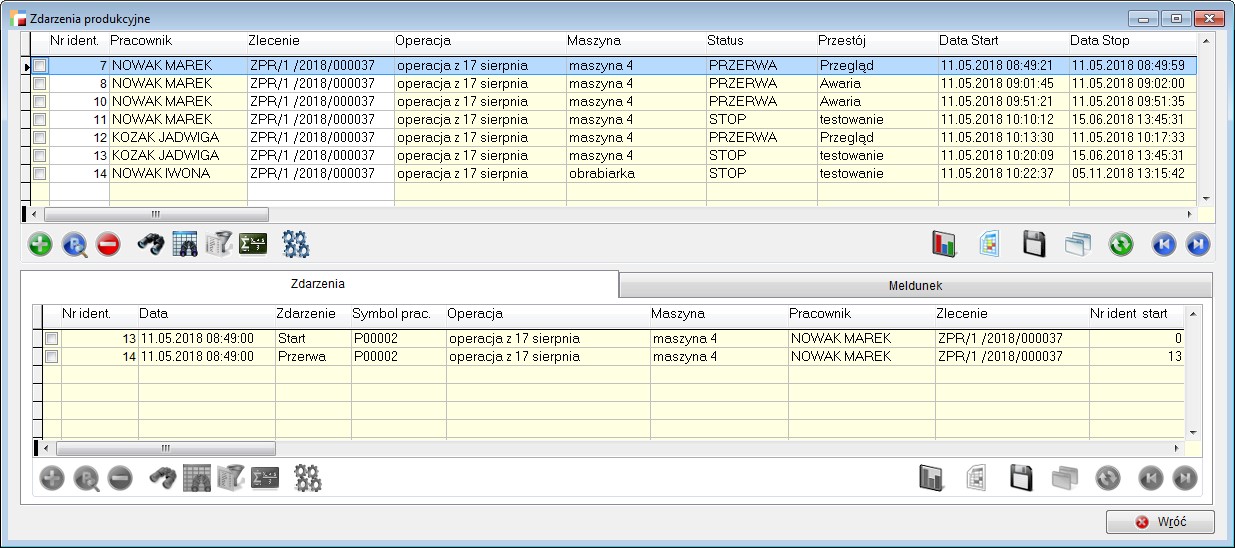
Na formularzach Zleceń produkcyjnych -> F12 -> dostępna opcja Zdarzenia
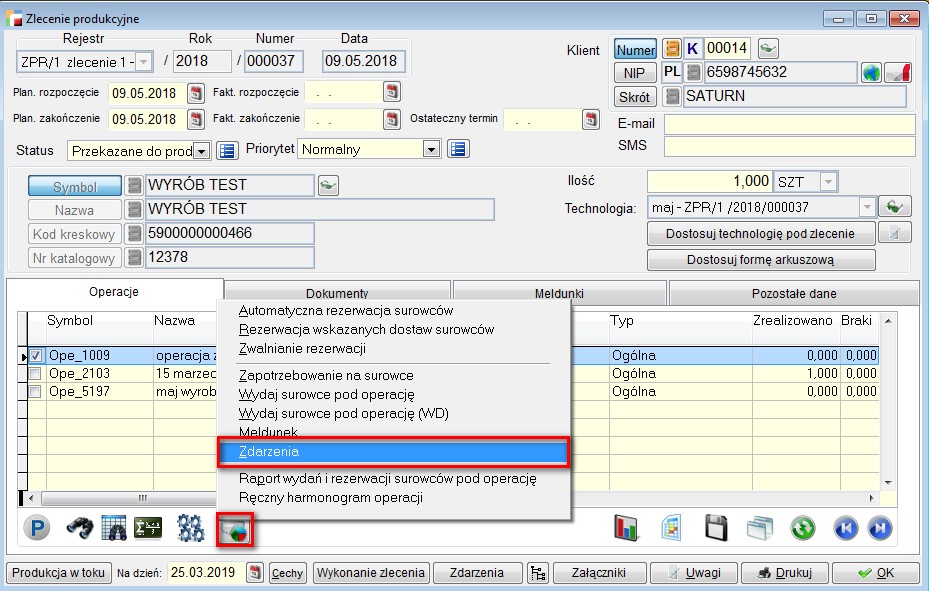
W oknie jest lista zdarzeń jakie zaszły podczas wybranej operacji oraz meldunki.
 Na strukturze zleceń -> dostępna opcja Zdarzenia
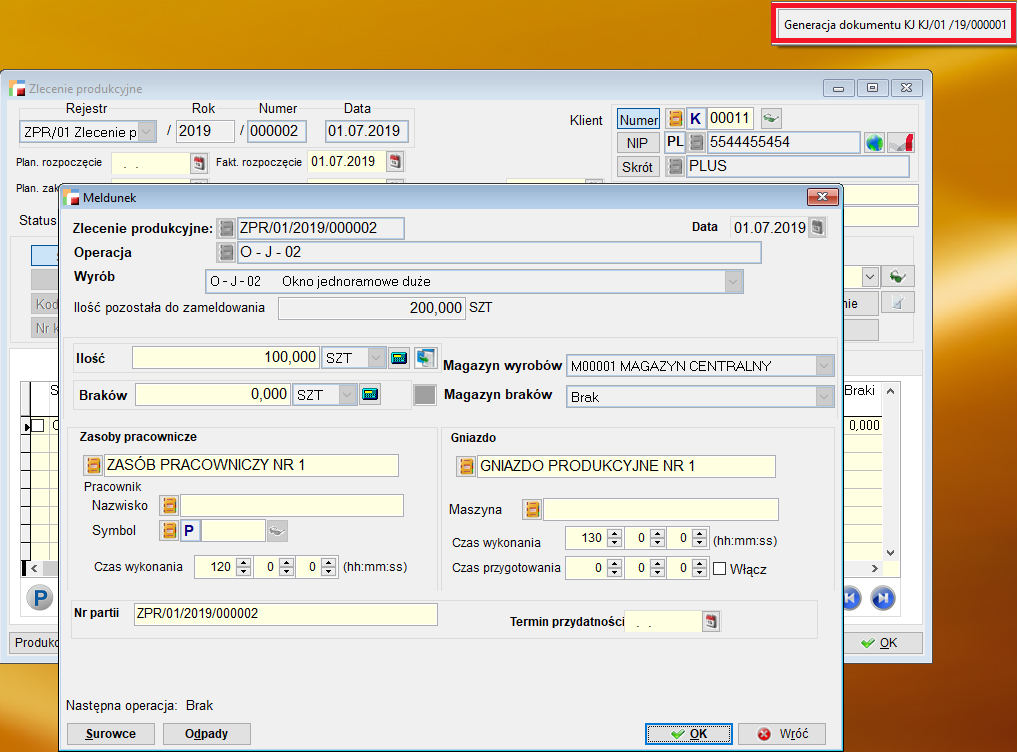
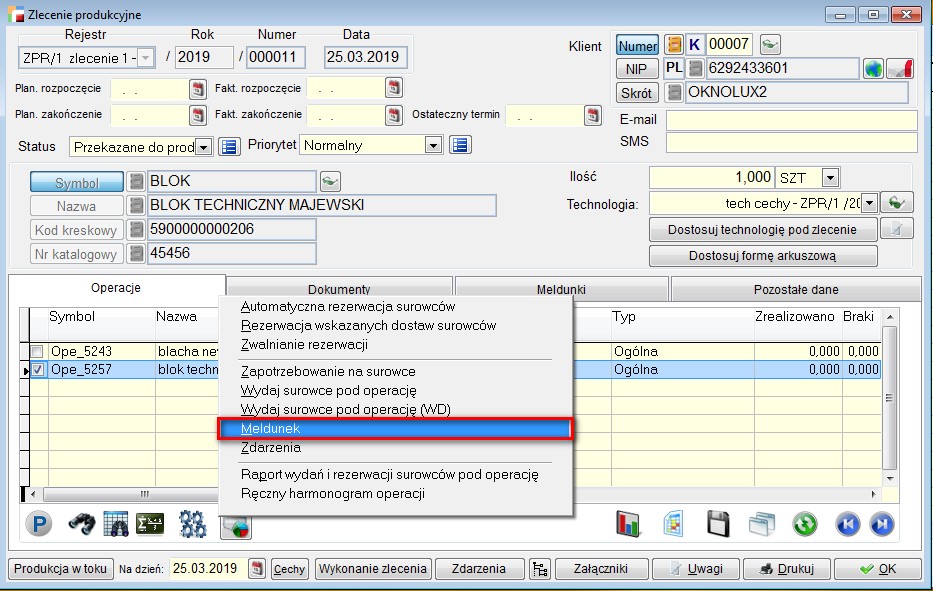
Na strukturze zleceń -> dostępna opcja Zdarzenia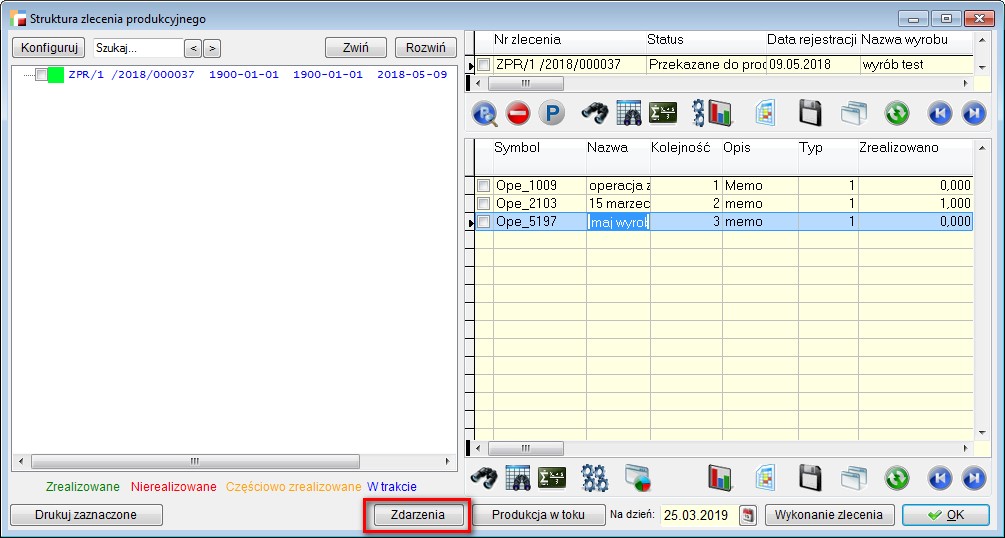 W celu realizacji rozliczenia produkcji stosujemy Meldunki.
W celu realizacji rozliczenia produkcji stosujemy Meldunki.System umożliwia rozliczanie operacji poprzez tzw. meldunki. Jedna operacja może być rozliczona poprzez wiele meldunków, w różnym czasie. W wyniku meldunku, w zależności od konfiguracji, system generuje dokumenty rozchodu surowców oraz przychody wyrobów z wyliczeniem kosztu wytworzenia.
 Okno meldunku:
Okno meldunku: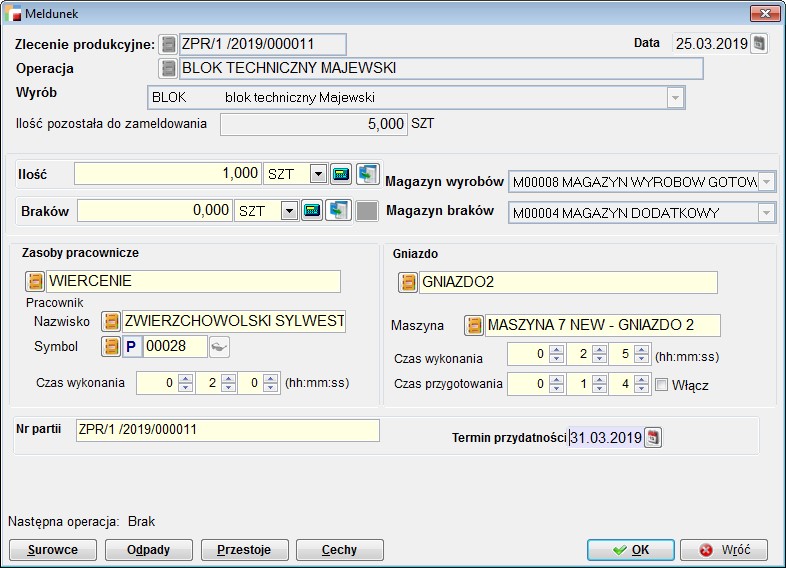
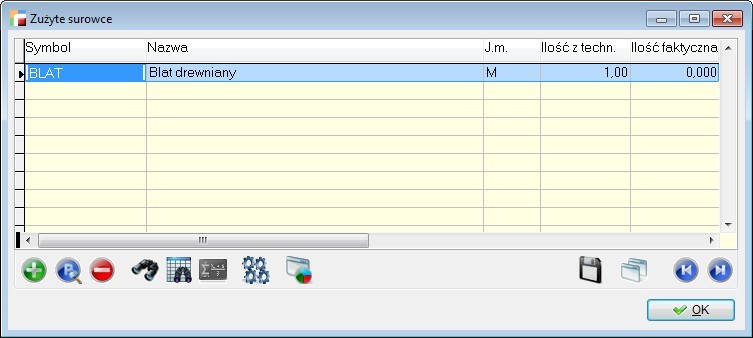
Przycisk „Surowce”
Jeżeli dla meldunku nie został wygenerowany dokument RW, uruchomiony zostanie formularz, na którym można zmienić domyślne ilości surowców wynikające z technologii oraz dodać dodatkowo użyte surowce, pod warunkiem, że zostały one przekazane do magazynu produkcji w toku dokumentem oznaczonym operacją, której dotyczy meldunek. Po wygenerowaniu dokumentu zmiany nie są już możliwe chyba, że dokument RW zostanie usunięty. Wtedy można go wygenerować na nowo. Jeżeli użytkownik nie skorzysta z opcji generowania dokumentu RW, zostanie on wygenerowany przy zamknięciu formularza meldunku automatycznie, z surowcami w ilościach wynikających z technologii.
Jeżeli dla meldunku został wygenerowany dokument RW, wyświetlony zostanie formularz pokazujący pozycje dokumentu RW i umożliwiający jego usunięcie.
Przycisk „Odpady”
Przycisk jest aktywny, jeżeli nie zostało zdefiniowane automatyczne generowanie dokumentów przychodu odpadów. Jeżeli dla meldunku nie został wygenerowany dokument P dla odpadów, uruchomiony zostanie formularz, na którym można zmienić domyślne ilości odpadów wynikające z technologii oraz dodać inne, nie zdefiniowane w technologii odpady. Formularz umożliwia wygenerowanie dokumentów P przychodu odpadów. Zostanie wygenerowane po jednym dokumencie dla poszczególnych magazynów. Magazyny są ustalane na podstawie definicji kolejno: operacji lub definicji zlecenia produkcyjnego. Po wygenerowaniu dokumentów zmiany nie są już możliwe, chyba, że dokumenty P zostaną usunięte. Wtedy można je wygenerować na nowo. Jeżeli użytkownik nie skorzysta z opcji generowania dokumentów P odpadów, zostaną one wygenerowane przy zamknięciu formularza meldunku automatycznie, z odpadami w ilościach wynikających z technologii.
Jeżeli dla meldunku zostały wygenerowane dokumenty P odpadów, wyświetlony zostanie formularz pokazujący ich pozycje i umożliwiający usunięcie dokumentów. Usunięte zostaną wszystkie wygenerowane dokumenty.
3.Harmonogramowanie
1.Wstęp
Moduł Zarządzanie Produkcją to jedna z części Zintegrowanego Systemu Zarządzania humansoft HermesSQL, wspomagającego przygotowanie i realizację procesów produkcyjnych.
Program HermesSQL to nowoczesny program, który pozwala właściwie zorganizować produkcję, usprawnić „łańcuch dostaw” i maksymalnie wykorzystać posiadane środki produkcji oraz zasoby ludzkie. Umożliwia pełną identyfikację procesów produkcyjnych wraz z łatwym śledzeniem surowców i wyrobów gotowych na wszystkich etapach produkcji.
Moduł Zarządzanie produkcją jest dość autonomiczny w stosunku do całości systemu, jednak potrafi ściśle współpracować z pozostałymi opcjami programu. Funkcjonalność modułu przede wszystkim dopełniają Zamówienia na sprzedaż.
2.Podział produkcji
Od 1 marca moduł – Zarządzanie Produkcją został podzielony na 4 moduły:
- Zarządzanie produkcją (podstawowy moduł)
- Plan produkcji
- Harmonogram operacji
- Panele produkcyjne
Zarówno Planowanie, Harmonogramowanie czy Panele nie mogą istnieć bez głównego – podstawowego modułu „Zarządzania produkcją”. W celu zaznajomienia się z powyższymi modułami polecamy najpierw lekturę głównego podręcznika do Zarządzania produkcją. Omówione są tam etapy produkcji, dokumenty produkcyjne, sposoby definiowania, dodawania konkretnych dokumentów do systemu.
3. Harmonogramowanie – wprowadzenie
Harmonogramowanie polega na automatycznym przydzieleniu konkretnych zasobów spełniających określone kompetencje do realizacji wybranych zleceń produkcyjnych w określonym czasie. Wynikiem tego procesu jest informacja o terminach rozpoczęcia oraz zakończenia zleceń (operacji) produkcyjnych.
Podstawowym elementem dla mechanizmu harmonogramowania jest odpowiednie zbudowanie technologii (receptur) produkcyjnych a co za tym idzie określenie operacji, zasobów, narzędzi, kalendarzy, pracowników, magazynów, wyrobów itd.
Technologia umożliwia przygotowanie i prowadzenie procesu wytworzenia wyrobu.
Definiujemy tu skład materiałowy wyrobu, czyli surowce, półprodukty i zamienniki, podpinając odpowiednie rodzaje operacji technologicznych, zasoby produkcyjne niezbędne do wytworzenia wyrobu, a także informacje typu: koszt wyrobu, czas realizacji, ilość odpadów powstających w czasie produkcji oraz prace zlecone kooperantom.
4.Podstawowe funkcje modułu “Harmonogramowanie”
Harmonogramowanie dostępne jest w menu Plan oraz Zlecenia. Po zdefiniowaniu potrzebnych nam informacji możemy w czytelny sposób przeprowadzić analizy czy tez zobaczyć efekt harmonogramowania na wykresie Gantta.
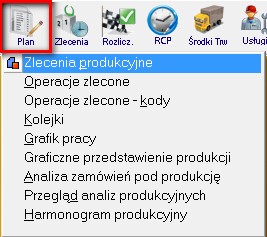
W menu Plan znajdują się typowe dla harmonogramowania opcje, takie jak:
- operacje zlecone
- operacje zlecone – kody
- kolejki
- grafik pracy
- graficzne przedstawienie produkcji – wykres Gantta
- harmonogram produkcyjny
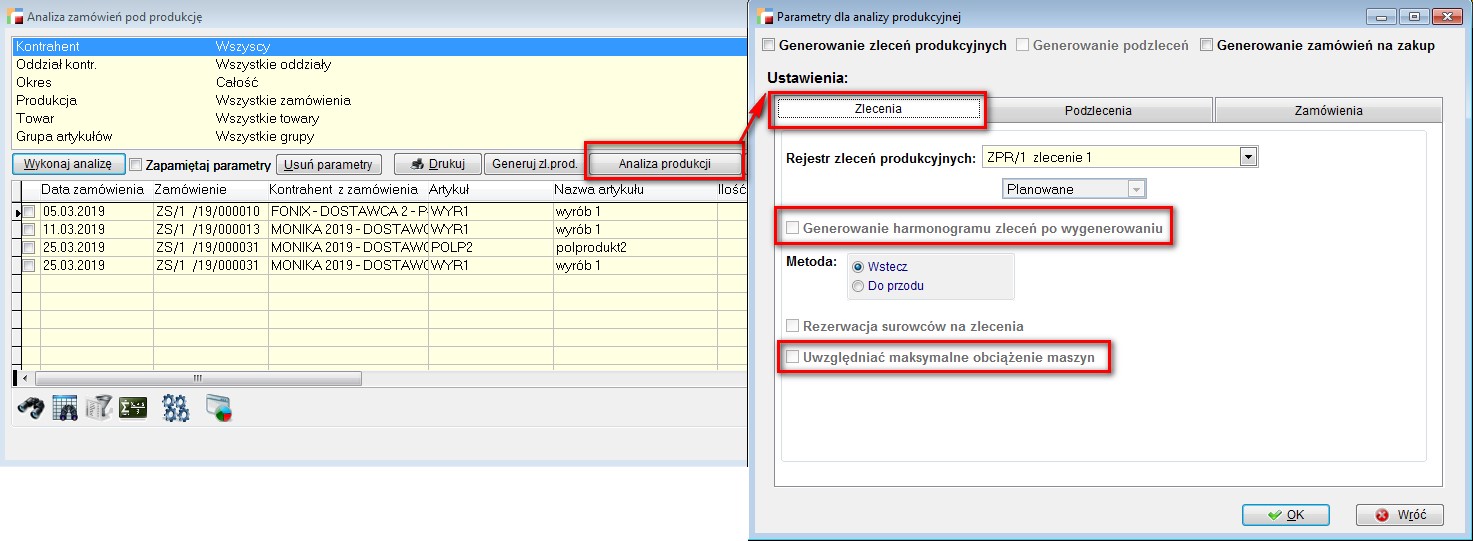
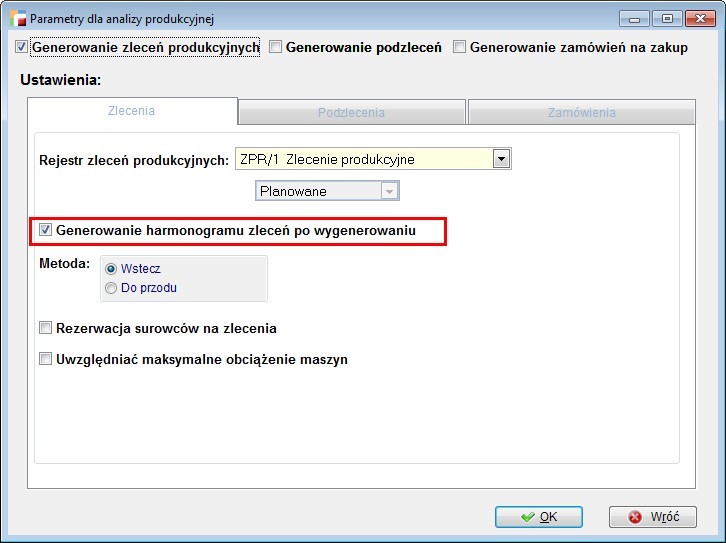
 W menu dostępna jest również „Analiza zamówień pod produkcję” oraz opcja „Przegląd analiz produkcyjnych”, w której możemy zobaczyć raporty Analizy zamówień pod produkcję.W opcji Analiza zamówień pod produkcję -> Analiza Produkcji –> na formularzu Zlecenia i Podzlecenia dostępne opcje:
W menu dostępna jest również „Analiza zamówień pod produkcję” oraz opcja „Przegląd analiz produkcyjnych”, w której możemy zobaczyć raporty Analizy zamówień pod produkcję.W opcji Analiza zamówień pod produkcję -> Analiza Produkcji –> na formularzu Zlecenia i Podzlecenia dostępne opcje:
- Generowanie harmonogramu zleceń po wygenerowaniu
- Uwzględniać maksymalne obciążenie maszyn
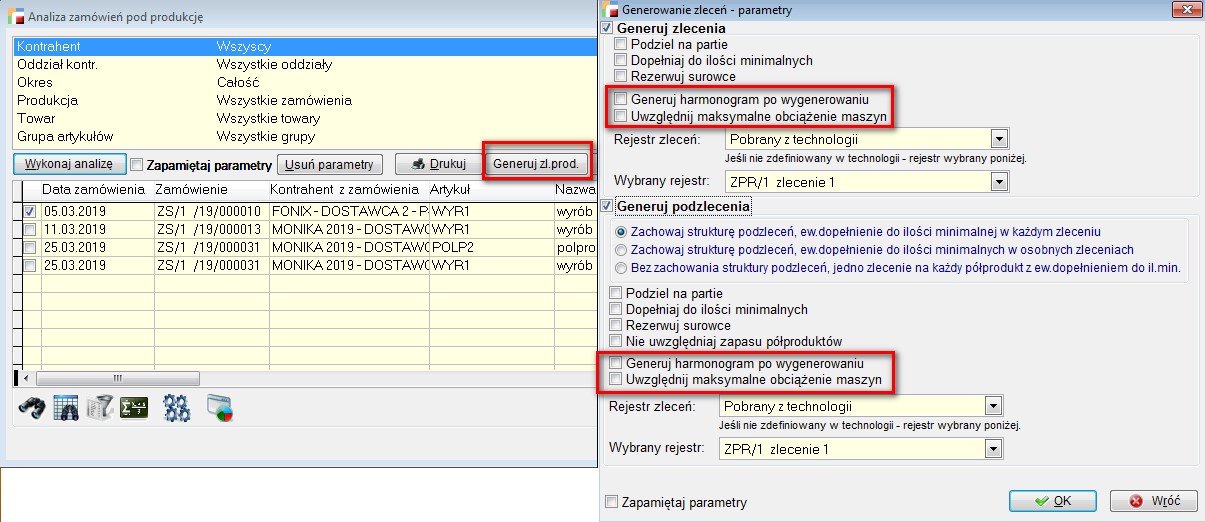
 W opcji Analiza zamówień pod produkcję -> Generuj zlecenia produkcyjne, dostępne opcje:
W opcji Analiza zamówień pod produkcję -> Generuj zlecenia produkcyjne, dostępne opcje:
- Generowanie harmonogramu podzleceń po wygenerowaniu
- Uwzględniać maksymalne obciążenie maszyn
Harmonogramowanie może być z analizy zamówień, może być generowane automatycznie lub ręcznie ze Zlecenia produkcyjnego.
Harmonogramowanie z analizy zamówień jest najbardziej rozbudowana i zautomatyzowana. Dodatkowo, podczas tworzenia harmonogramu kontrolowane są surowce, a w przypadku braków na podstawie informacji o dostawcach generowane są zamówienia na zakup.
Podstawą w/w opcji są zamówienia na sprzedaż (ZS) z określonymi terminami realizacji.
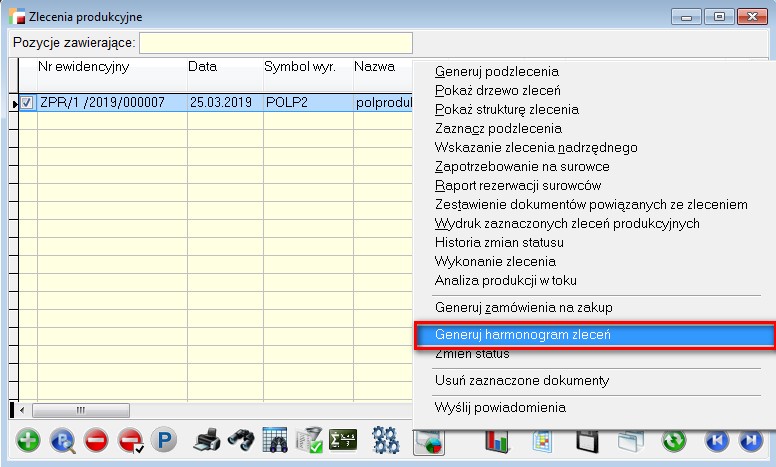
Na liście Zleceń produkcyjnych -> F 12 -> dostępna opcja Generuj harmonogram zleceń
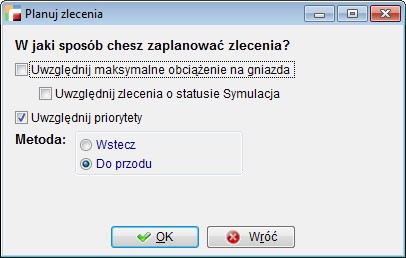
 Opcje do wyboru:
Opcje do wyboru:- Uwzględnij max obciążenie na gniazda
- Uwzględnij zlecenie o statusie Symulacja
- Uwzględnij priorytety
Oraz metoda:
- Wstecz
- Do przodu
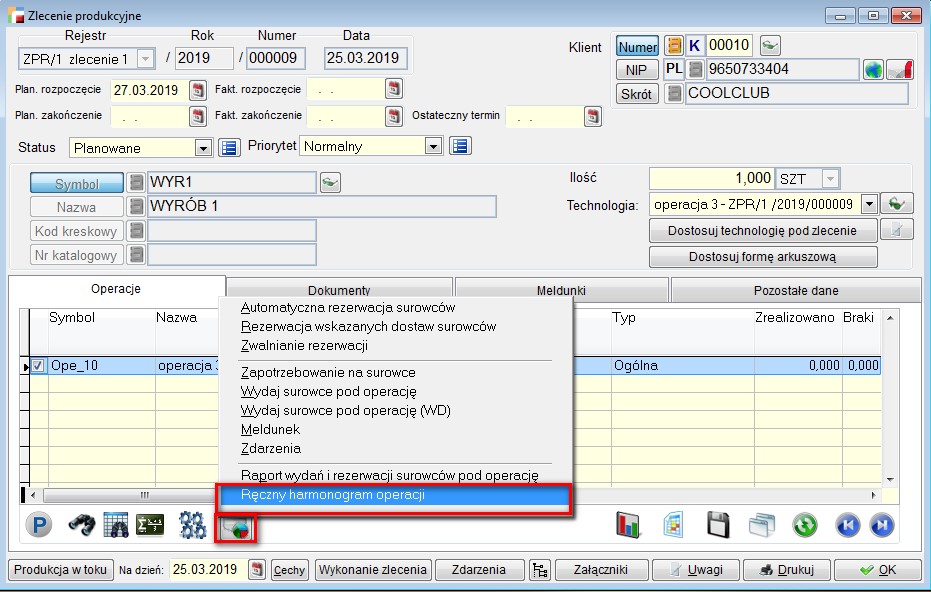
Na formularzach Zleceń produkcyjnych -> F12 -> dostępna opcja Ręczny harmonogram operacji
- Opcja „Operacje zlecone” umożliwia tworzenie harmonogramu do zaznaczonych operacji oraz przypisanie pracowników do harmonogramu.
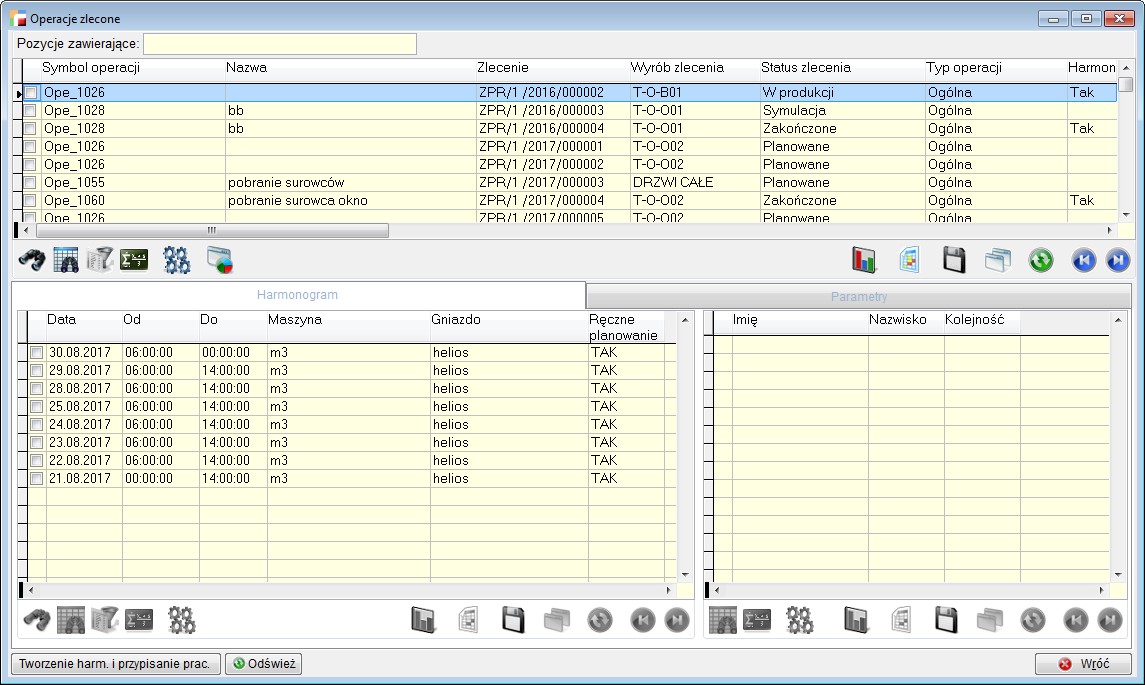
Z tego poziomu dostępne są dwie zakładki. Na pierwszej pokazywane są informacje o harmonogramie i przypisanych pracownikach do wybranej operacji. Na drugiej zakładce znajdują się parametry dotyczące tworzenia harmonogramu.
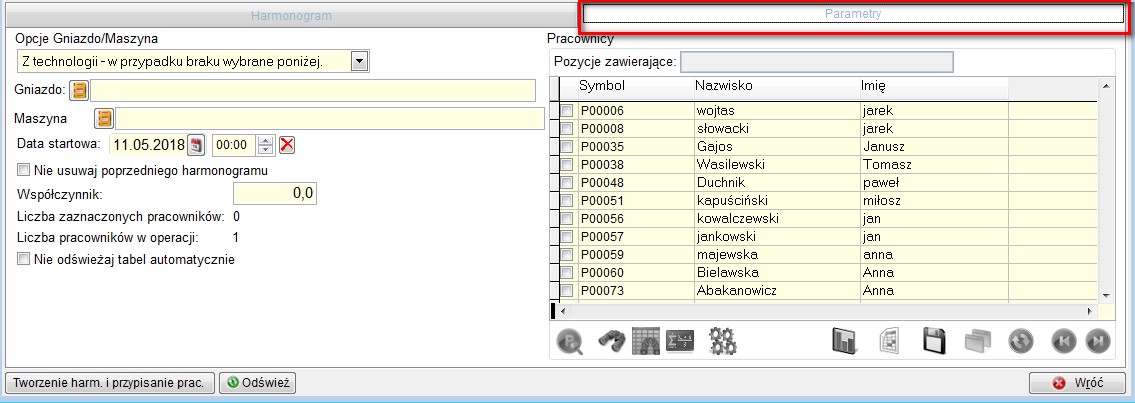
Program umożliwia podanie daty startowej tworzonego harmonogramu, wskazanie pracowników oraz wybór jednej z opcji dotyczących gniazda i maszyny:
- Pobrać z technologii – w przypadku gdy nie ma, wybrać wskazane
- Dla wszystkich operacji wybrać wskazane
- W przypadku braku w technologii – informacja w raporcie.
Liczba zaznaczonych pracowników to pole, w którym pokazana jest ilość pracowników zdefiniowanych przy operacji. Podczas zaznaczania pracowników, liczba ta zostaje przyrównana do liczby wybranych pracowników. Przy tworzeniu harmonogramu, czas na jaki została zaplanowana operacja, zostaje podzielony przez liczbę zaznaczonych pracowników. Współczynnik domyślnie jest równy liczbie pracowników przypisywanych do operacji. Pole to umożliwia użytkownikowi zdefiniowanie współczynnika innego niż liczba pracowników, którym
zlecana jest operacja.- Opcja „Operacje zlecone = kody” umożliwia tworzenie harmonogramu do zaznaczonych operacji oraz przypisanie pracowników do harmonogramu za pomocą kodów kreskowych.
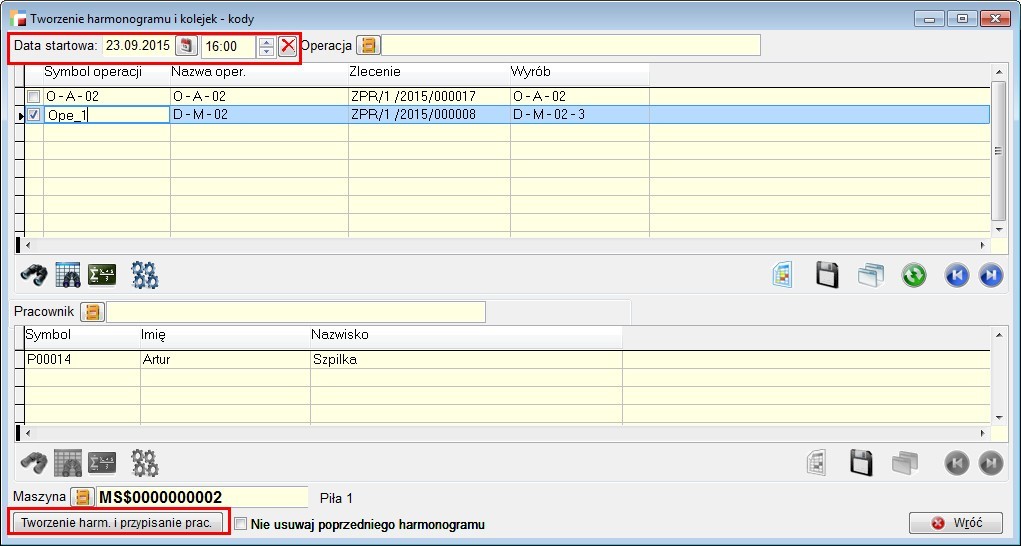 Za pomocą opcji „Tworzenie harm. I przypisanie prac.” możliwe jest tworzenie harmonogramu oraz przypisanie pracowników do harmonogramu rozpoczynając od wskazanej daty i godziny. Domyślnie data pobierana jest z systemu, natomiast godzina z kalendarza zakładowego dla daty systemowej.
Za pomocą opcji „Tworzenie harm. I przypisanie prac.” możliwe jest tworzenie harmonogramu oraz przypisanie pracowników do harmonogramu rozpoczynając od wskazanej daty i godziny. Domyślnie data pobierana jest z systemu, natomiast godzina z kalendarza zakładowego dla daty systemowej.Lista operacji i pracowników oraz zostaje wczytana za pomocą kodów kreskowych.
- Opcja Kolejki – umożliwiają podgląd wszystkich pozycji harmonogramu przypisanych do pracowników. Mamy wgląd jakie operacje wykonuje pracownik i w jakim czasie.
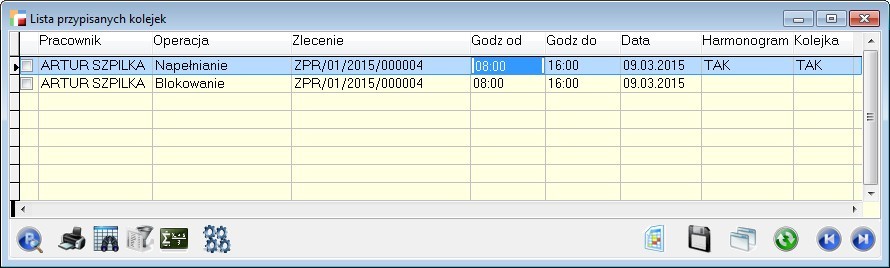 Kolejki można filtrować np. wg okresu, pracownika, zlecenia, operacji lub stosując własny dodatkowy filtr.
Kolejki można filtrować np. wg okresu, pracownika, zlecenia, operacji lub stosując własny dodatkowy filtr.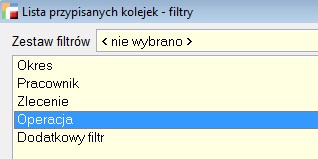 Zarówno w menu „Plan” jak i „Zlecenia” dostępne są opcje:
Zarówno w menu „Plan” jak i „Zlecenia” dostępne są opcje:- Graficzne przedstawienie produkcji
- Harmonogram produkcyjny
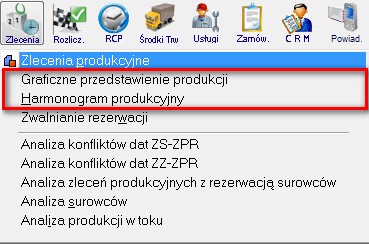
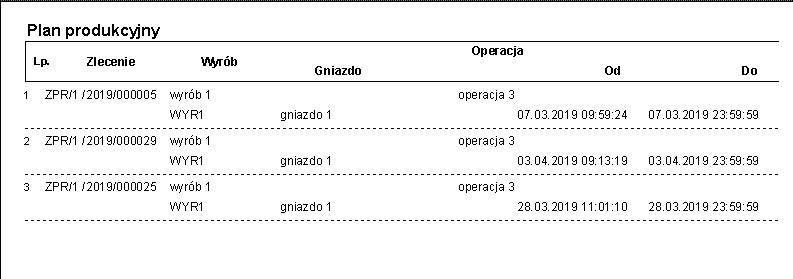
- Opcja harmonogram produkcyjny – to analiza z parametrami wstępnymi zawierająca za harmonogramowane operacje zleceń produkcyjnych
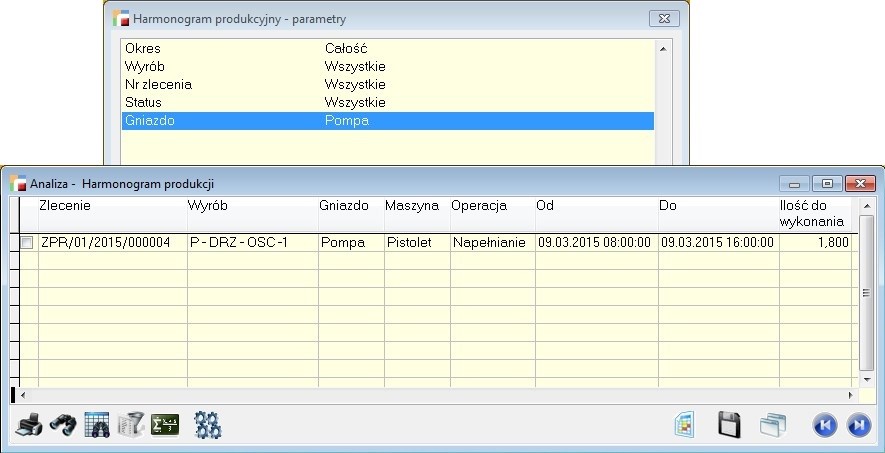
Na każdym widoku dostępne są wzorce wydruku tu mamy dostępny wzorzec analizy harmonogramowana: PLAN_PR_
- Graficzne przedstawienie produkcji – jest w formie Wykresu Gantt-a.
Z możliwością edycji poszczególnych pozycji harmonogramu w oknie Szczegóły.
Budowa ogólna
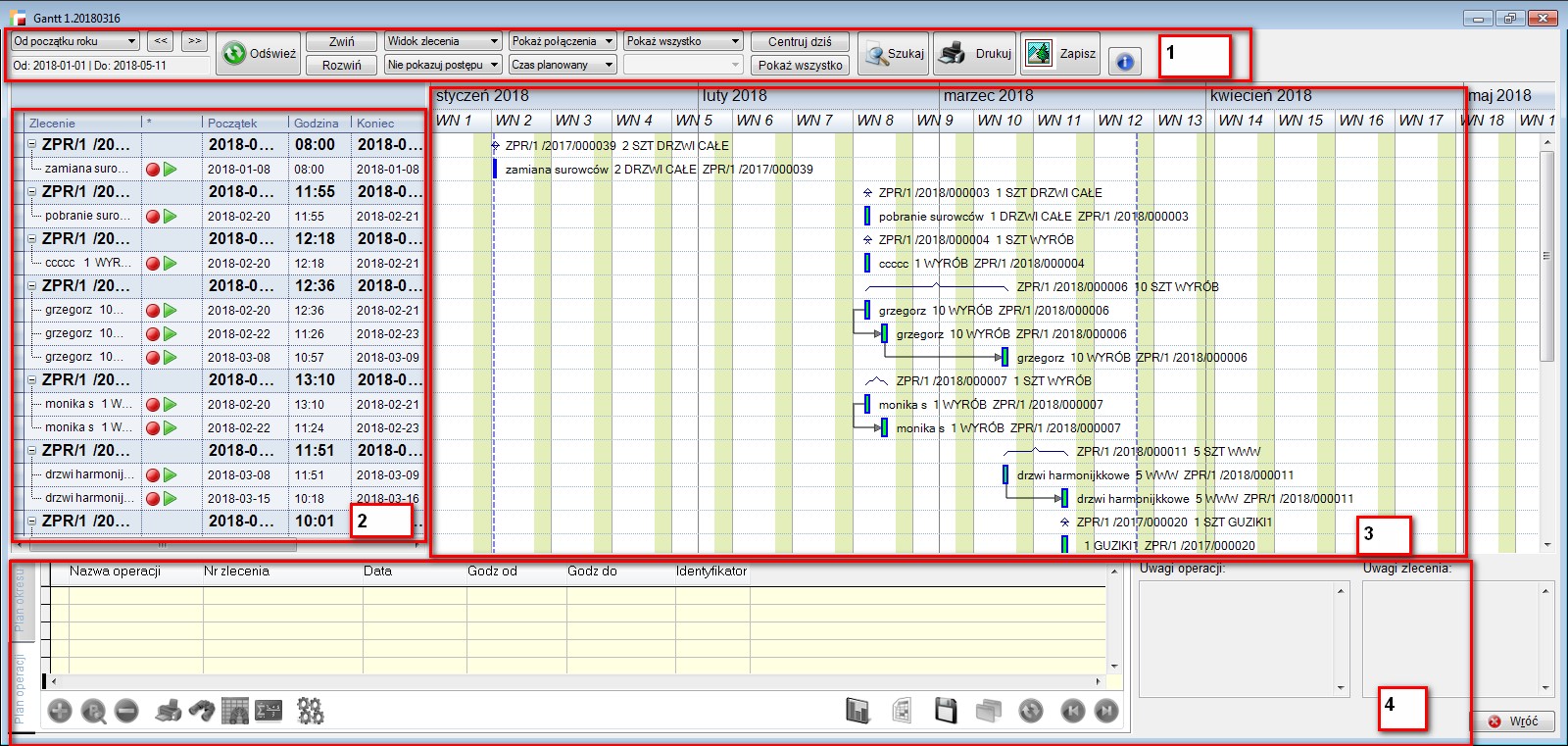
Sekcja 1 – Sterowanie
Sekcja 2 – Drzewo
Sekcja 3 – Wykres
Sekcja 4 – SzczegółySekcja 1 – Sterowanie
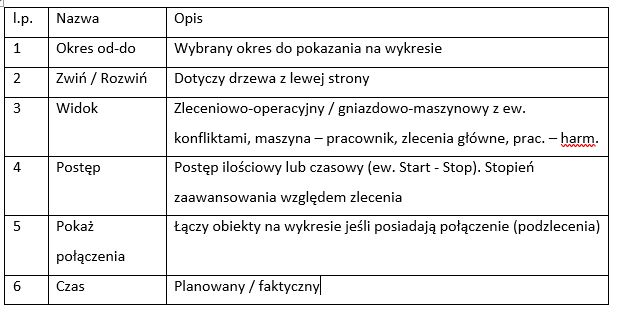
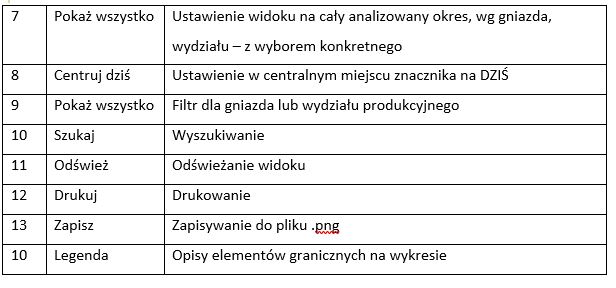 Sekcja 3 – Sterownie wykres
Sekcja 3 – Sterownie wykres 
 Harmonogramowanie dostępne jest także do ustawienia w opcji Ustawienia z menu TPP:
Harmonogramowanie dostępne jest także do ustawienia w opcji Ustawienia z menu TPP:- Domyślny okres wyświetlania Gantta
- Uwzględ. maksymalnie obciążenie gniazd
- Metoda harmonogramowania zleceń
Harm. produkcji – uwzg. Status Symulacja
 Na formularzu Operacje, w zakładce Zasoby dostępne opcje związane z Harmonogramowaniem oraz opcja Ilość pracowników do kolejek
Na formularzu Operacje, w zakładce Zasoby dostępne opcje związane z Harmonogramowaniem oraz opcja Ilość pracowników do kolejek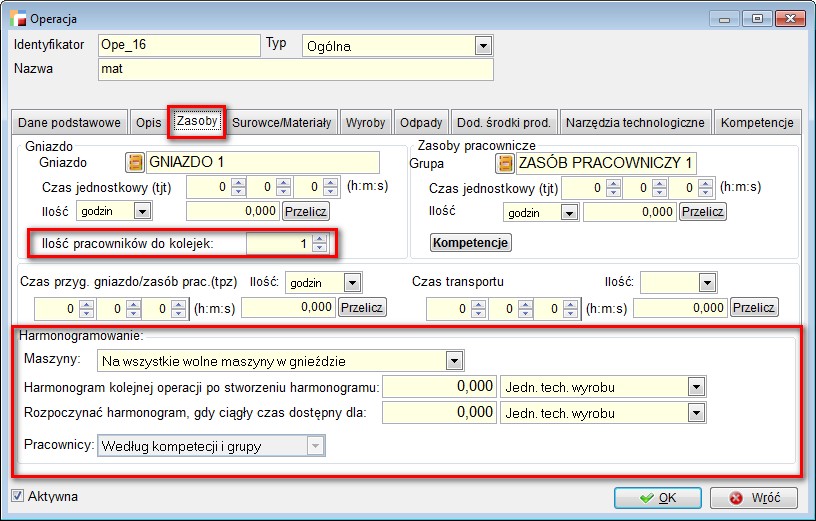
Harmonogramowanie może być na:
- wszystkie wolne maszyny w gnieździe
- pierwszą wolną maszynę
- tylko na wskazaną maszynę
- wskazane maszyny z gniazda
Dostępne są też do uzupełnienia opcje harmonogramu kolejnej operacji po stworzeniu harmonogramu np. dla np. 5 „jednostek technologicznych wyrobu” lub „% realizacji wyrobu”.
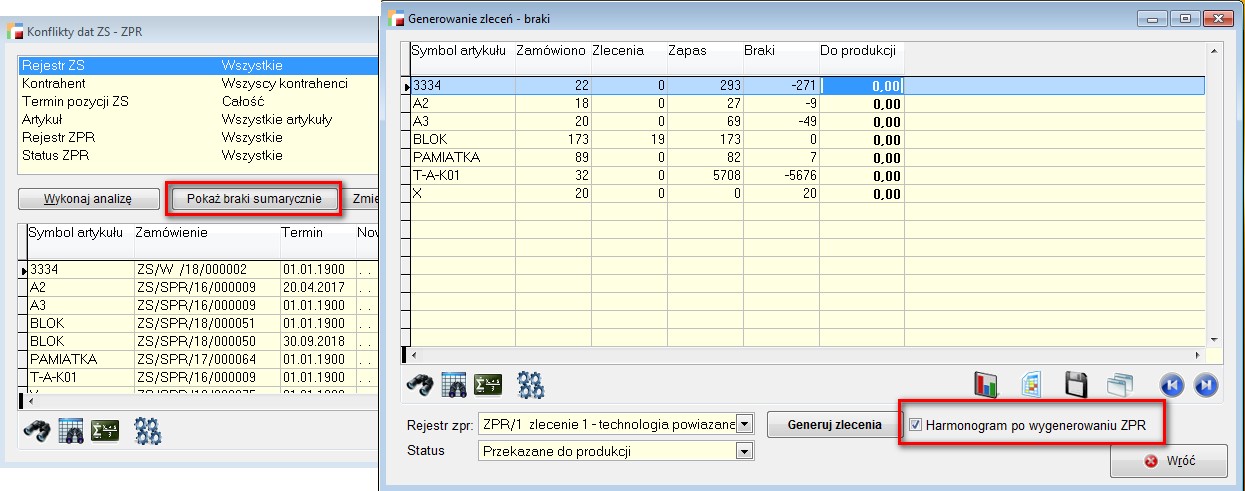
W menu Zlecenia -> Konflikty dat ZS-ZPR – > Pokaż braki sumaryczne, dostępna opcja Harmonogram po wygenerowaniu ZPR
4.Planowanie
1.Wstęp
Moduł Zarządzanie Produkcją to jedna z części Zintegrowanego Systemu Zarządzania humansoft HermesSQL, wspomagającego przygotowanie i realizację procesów produkcyjnych.
Program HermesSQL to nowoczesny program, który pozwala właściwie zorganizować produkcję, usprawnić „łańcuch dostaw” i maksymalnie wykorzystać posiadane środki produkcji oraz zasoby ludzkie. Umożliwia pełną identyfikację procesów produkcyjnych wraz z łatwym śledzeniem surowców i wyrobów gotowych na wszystkich etapach produkcji.
Moduł Zarządzanie produkcją jest dość autonomiczny w stosunku do całości systemu, jednak potrafi ściśle współpracować z pozostałymi opcjami programu. Funkcjonalność modułu przede wszystkim dopełniają Zamówienia na sprzedaż.
2.Podział produkcji
Od 1 marca moduł – Zarządzanie Produkcją został podzielony na 4 moduły:
- Zarządzanie produkcją
- Plan produkcji
- Harmonogram operacji
- Panele produkcyjne
Zarówno Planowanie, Harmonogramowanie czy Panele nie mogą istnieć bez głównego – podstawowego modułu „Zarządzania produkcją”. W celu zaznajomienia się z powyższymi modułami polecamy najpierw lekturę głównego podręcznika do Zarządzania produkcją. Omówione są tam etapy produkcji, dokumenty produkcyjne, sposoby definiowania, dodawania konkretnych dokumentów do systemu.
3.Planowanie – wprowadzenie
Moduł Planowanie umożliwia przedstawienie planu produkcji w formie dokumentu, analogicznie do innych dokumentów istniejących w Hermesie. Plan produkcji stworzony jako dokument, umożliwia również przegląd planu surowców oraz planu pracy. Bezpośrednio z dokumentu, można wybrać arkuszową formę przedstawienia planu ilościowego wyrobów, półproduktów oraz surowców.
Dodatkowo możliwa jest kontrola zdolności produkcyjnej pod kątem zasobów magazynowych, maszynowych oraz pracowniczych. Plan w formie dokumentu zapisywany jest w tabelach systemowych i nie podlega automatycznemu przeliczeniu.
Moduł Planowanie wzbogacony został o następujące opcje w stosunku do podstawowego modułu Zarządzanie produkcją.
- W definicji dokumentów dokument dostępny Plan produkcji
- W menu Plan dostępna opcja Plan produkcji
- W menu TPP dostępne opcje:
– Plan produkcyjny – konfiguracja
– Plan produkcyjny – formuły produkcyjne
– Plan produkcyjny – formuły zapasu dod. - W opcji Analiza chodliwości -> F12 -> dostępna opcja Przenieś zaznaczone pozycje do planu produkcji
4.Planowanie – konfiguracja,dokumenty,główne założenia
Planowanie produkcji ma na celu określenie ilości towaru (wyrobu), który ma zostać wykonany w danym okresie czasu.
Po aktywacji modułu Planowanie w menu Plan zostaje dodana opcja: „Plany produkcji”.
Do prawidłowego planowania potrzebne nam będzie:
- odpowiednie zdefiniowanie dokumentów (w menu TPP – definicje dokumentów) Możliwe jest ustalenie rejestru, sposobu numerowania dokumentów, jak również zdefiniowanie epilogu po kodzie fabrycznym.
- założenie kalendarza pracy, oznaczenie jako Zakładowy.
- posiadanie technologii ze statusem – „zatwierdzone”.

- uzupełnione zasoby maszynowe oraz pracownicze wraz z kalendarzami
4a. Konfiguracja planów produkcji
W menu TPP dodano możliwość konfiguracji planów produkcji.
Poza fabryczną, domyślną konfiguracją, użytkownik może tworzyć własne. Konfiguracja pozwala na zdefiniowanie sposobu wyliczenia szczegółowego planu produkcji.
Oprócz Konfiguracji, w menu TPP znajdują się opcje, które umożliwiają definiowanie formuł produkcyjnych oraz formuł zapasu:
- Plan produkcyjny – formuły produkcyjne
- Plan produkcyjny – formuły zapasu dod.
Formuły produkcyjne pozwalają na zdefiniowanie własnego sposobu wyliczenia proponowanej ilości do produkcji w planie produkcji. Natomiast formuły zapasu dodatkowego pozwalają na wyliczenie dodatkowego zapasu magazynowego. wybór formuł możliwy jest podczas definiowania konfiguracji. definiowanie formuł umożliwione zostało w postaci kodu użytkownika. Możliwe jest zdefiniowanie wielu formuł produkcyjnych i zapasu dodatkowego.
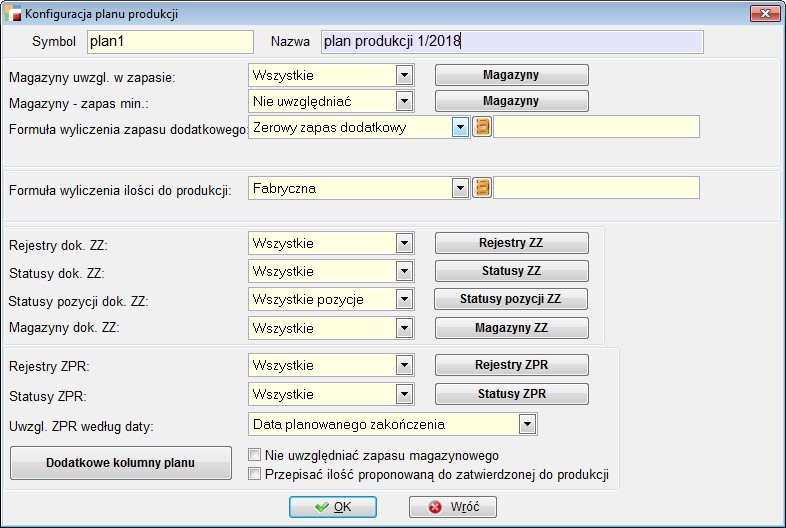
W konfiguracji mamy możliwość ustawienia następujących parametrów:
- Magazyny uwzgl. w zapasie – wskazujemy magazyny z jakich ma być zsumowany zapas magazynowy. Do wyboru jest opcja Wszystkie albo Wybrane.
- Magazyny – zapas min. – pozwala na wybór magazynów, dla których ma być zsumowany zdefiniowany zapas minimalny.
- Formuła wyliczenia zapasu dodatkowego – użytkownik może wybrać czy zapas dodatkowy ma być zerowy czy ma być zastosowana formuła do wyliczenia takiego zapasu.
- Formuła wyliczenia ilości do produkcji – po wybraniu opcji „Zdefiniowana przez użytkownika”, możemy wskazać zdefiniowaną niefabryczną formułę z listy, która pozwoli na wyliczenie proponowanej ilości do produkcji.
Fabryczna formuła wyliczona jest od bieżącego dnia (tygodnia bądź miesiąca) i wyliczana w następnych poszczególnych okresach następująco:
(ZAPAS WOLNY + EWENTUALNY ZAPAS DODATKOWY + ILOŚĆ NA DOK. ZZ + ILOŚĆ NA DOK. ZPR) – POTRZEBY
Następnie wynik porównywany jest z zapasem minimalnym (jeśli ma być uwzględniany). Jeżeli wynik jest mniejszy od zapasu minimalnego, zapas jest wtedy dopełniany i ilość taka proponowana jest do produkcji.
Proponowana ilość do produkcji wyliczona fabrycznie, pozwala na zrealizowanie wszystkich potrzeb i ewentualne uzupełnienie do zapasu minimalnego w poszczególnych okresach.
- Rejestry dok. ZZ – opcja pozwala na wskazanie rejestrów dokumentów ZZ, z których należy zsumować ilość do realizacji.
- Statusy dok. ZZ oraz statusy pozycji ZZ – opcja umożliwia wybór statusów dla dokumentów ZZ i ich pozycji, jakie należy zsumować podczas analizowania.
- Magazyny dok. ZZ – opcja umożliwiająca wybór magazynów na wskazanych dokumentów ZZ.
- Rejestry oraz statusy ZPR – opcja daje możliwość wskazania rejestrów i statusów zleceń, z których ilość należy brać pod uwagę podczas analizowania.
- Uwzgl. ZPR według daty – opcja pozwala na zdefiniowanie, według jakiej daty system ma zsumować ilość na ZPR.
Przykład:
W przypadku gdy analizujemy 20 tydzień roku i opcja ustawiona jest na datę planowanego rozpoczęcia – wtedy zostanie zsumowana ilość ze zleceń, których data planowanego rozpoczęcia jest w 20 tygodniu. W przypadku, gdy zostanie wybrana data planowanego zakończenia – zsumowana zostanie ilość ze zleceń, których data planowanego zakończenia jest w 20 tygodniu.
- Opcja Nie uwzględniać zapasu magazynowego pozwala na wykonanie analizy, w której nie będzie brany pod uwagę wolny zapas magazynowy, a jedynie potrzeby z analizowanego okresu.
- Przepisać ilość proponowana do zatwierdzonej – wybranie tej opcji powoduje, że wyliczona ilość proponowana – fabrycznie bądź używając formuły użytkownika, zostanie przepisana do ilości zatwierdzonej. Na podstawie pola z ilością zatwierdzoną zostają wygenerowane zlecenia produkcyjne oraz plan surowców i plan pracy.
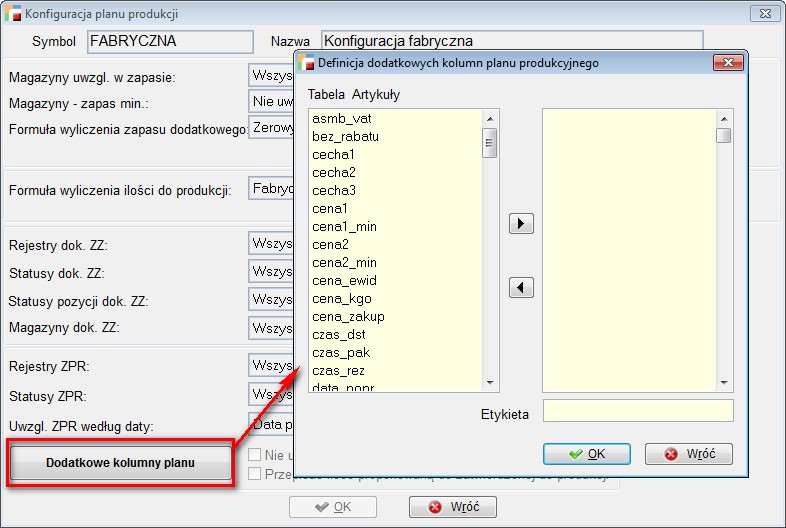
- Dodatkowe kolumny planu (z tabeli artykuły jest możliwość wskazania dodatkowych kolumn planu)
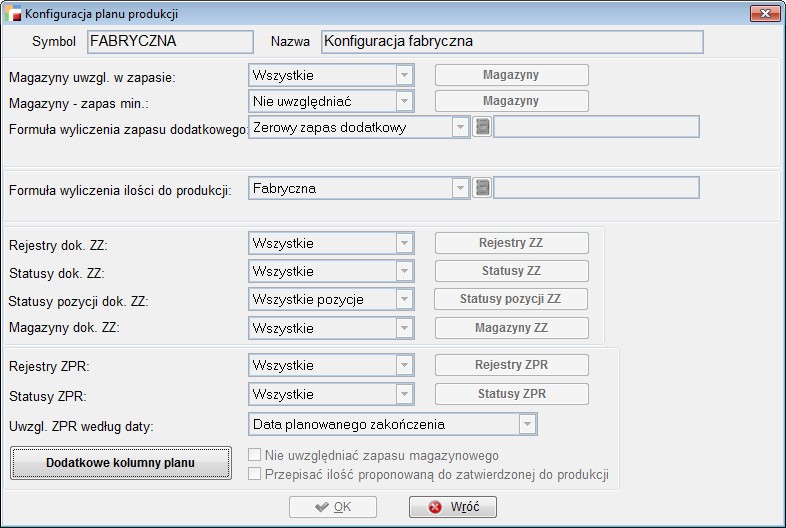
Fabryczna konfiguracja planu produkcji
4b.Dokumenty
- PLAN PRODUKCJI
Po wybraniu z Menu TPP opcji „Plany produkcji” pojawi się tabela zawierająca listę zdefiniowanych w systemie planów produkcji.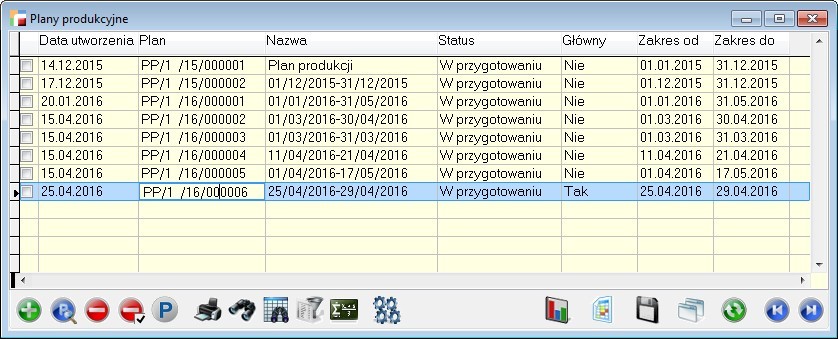
Dokument planu produkcji z wyjaśnieniami poszczególnych opcji: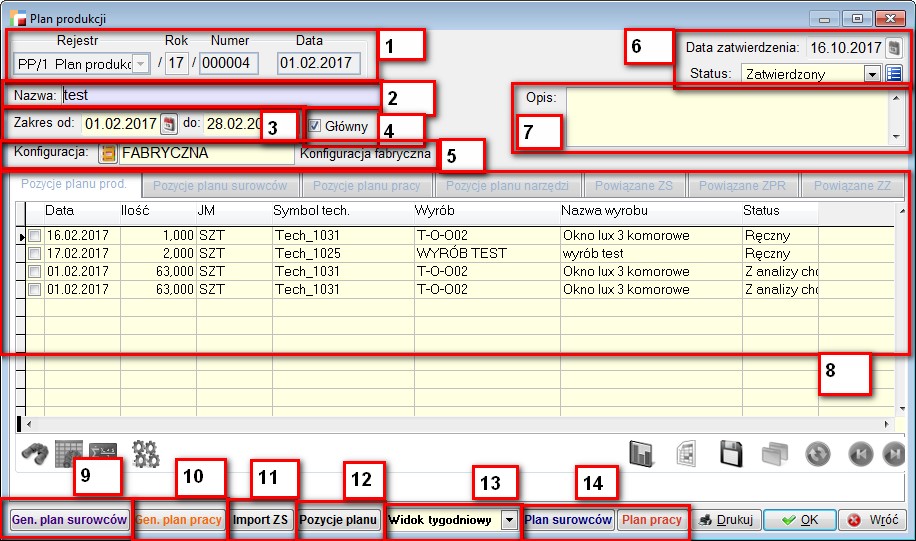
- Nagłówek dokumentu – analogicznie jak w innych dokumentach programu.
- Nazwa – nazwa planu
- Zakres od – w obrębie tych dat można dodawać pozycje planu. Zakres ten jest pilnowany podczas dodawania pozycji.
- Główny – oznaczenie, że jest to plan główny. Może być kilka planów głównych, system tego nie kontroluje.
- Konfiguracja – możliwość wyboru konfiguracji fabrycznej lub stworzonej przez użytkownika.
UWAGA! Jeżeli nie wskazano żadnej konfiguracji na planie, domyślnie brana jest konfiguracja fabryczna. - Data zatwierdzenia – uzupełniana, gdy użytkownik zmieni status na zatwierdzony i Status – status planu produkcji.
- Opis – pole tekstowe
- Pozycje planu prod., Pozycje planu surowców, Pozycje planu pracy, Pozycje planu narzędzi, Powiązane ZS, Powiązane ZPR, Powiązane ZZ – zakładki z pozycjami planu oraz pozycjami powiązanych planów surowców i pracy.
- Plan surowców – opcja pozwalająca na wygenerowanie planu pracy dla zaznaczonych pozycji planu produkcji.
- Plan pracy – generowanie planu pracy dla zaznaczonych pozycji planu produkcji.
- Import ZS – Import pozycji ZS do planu produkcji.
- Pozycje planu – Opcja pozwalająca na przejście do widoku z tabelą sumującą.
- Widok – do wyboru: tygodniowy, dzienny i miesięczny.
- Plan surowców, plan pracy – opcje umożliwiające przejście do widoków arkuszowych.
Główne założenia planu produkcji:
- rejestracja ilości planowanych wyrobów / półproduktów
- rozłożenie wyrobów na półprodukty
- wygenerowanie planu surowcowego
- wygenerowanie planu pracy
- wygenerowanie zlecenia produkcyjnego
Sposób rejestracji:
- import pozycji zamówień ZS
- import ilości z analizy sprzedaży za wybrany okres
- ręczne dodawanie ilości
WAŻNE!!!
Zamiana ilości nie powoduje automatycznego przeliczenia planu surowcowego oraz pracy.
- Widok planu
Widoki planu:
- dzienny
- tygodniowy
- miesięczny
 W zależności od wybranego widoku, w arkuszu są zawarte ilości sumaryczne.Szczegółowe dane zawarte są w zakładce Pozycje.
W zależności od wybranego widoku, w arkuszu są zawarte ilości sumaryczne.Szczegółowe dane zawarte są w zakładce Pozycje.
WAŻNE!!!
Sumy ilości odnoszą się do zakresu dat zawartego w oknie OKRES.
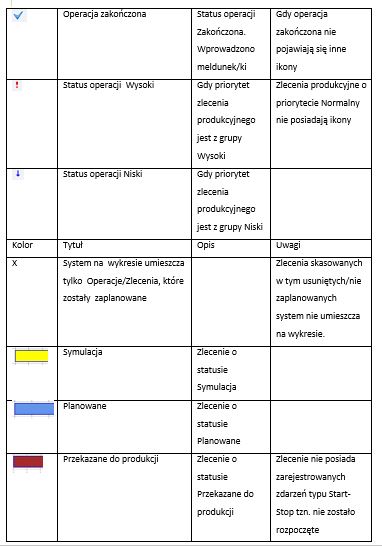
W kolumnie zawierającej ilość (sumaryczną) system kolorami oznacza:
- Czerwony – pozycje planu nie posiadają powiązanych zleceń produkcyjnych
- Zielony – pozycje planu posiadają powiązane zlecenia produkcyjne
- Niebieski – pozycje planu nie posiadają pełnego pokrycia w zleceniach produkcyjnych
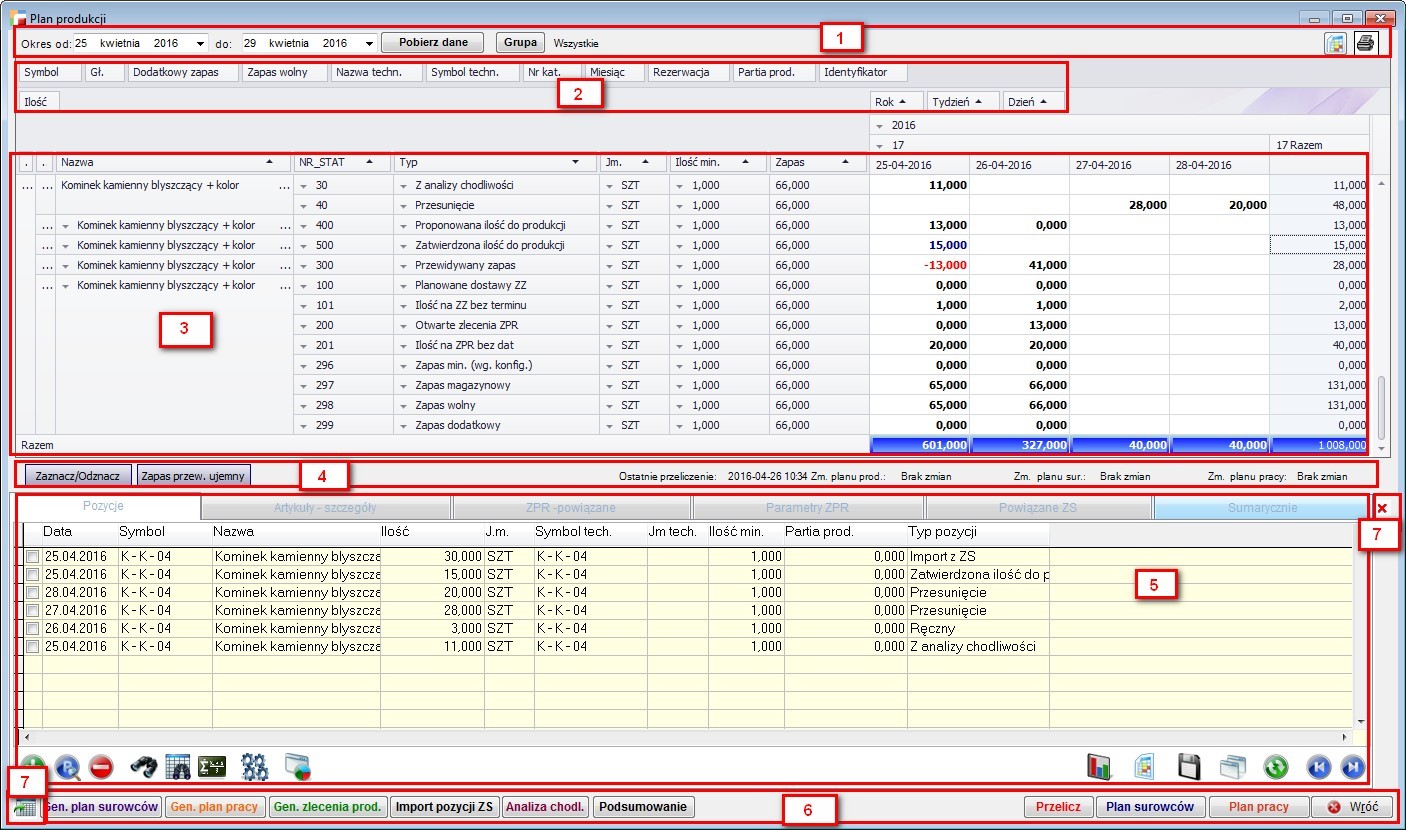
Opis poszczególnych sekcji:
Sekcja 1:
Okres od – fabryczne predefiniowane zakresy czasowe dla planu.
Pobierz dane – odświeżanie danych dla wybranego zakresu czasowego.
Grupa – możliwość ograniczenia widoku do konkretnej grupy wyrobów.
Widok Excela – eksport do arkusza kalkulacyjnego Excel zawartości dostępnej w sekcji 2.
Drukuj – możliwość wydruku danych z sekcji 2.
Sekcja 2:
Opcje dostępne na pasku, możliwe do przeciągnięcia do sekcji 3, w celu uzyskania szczegółowych danych:
- Dzień, Tydzień, Miesiąc, Rok – Wybór zakresu szczegółowości
- Symbol, Symbol techn., Nazwa techn., Gł., – symbol wyrobu, symbol i nazwa technologii, oznaczenie głównej technologii
- Nr typu – liczbowa wartość statusu
- Nr kat. – numer katalogowy
- Zapas, Zapas wolny, Dodatkowy zapas – informacje dotyczące zapasów
- Rezerwacja – ilość zarezerwowana
- Ilość min. – ilość minimalna wynikająca z technologii
- Partia prod. – oznaczenie partii produkcyjnej
- Identyfikator – numer id
- Ilość, Jm – Ilość i jednostka miary
Sekcja 3:
Opis poszczególnych typów na pozycjach planu:
- Ręczny – pozycja dodana do planu ręcznie
- Import z ZS – pozycja zaimportowana z zamówień na sprzedaż
- Wygenerowany z planu – pozycja wygenerowana z planu produkcji
- Z analizy chodliwości – pozycja wygenerowana z analizy chodliwości
- Przesunięcie – pozycja przesunięta na inny termin
- Proponowana ilość do produkcji – Wypełnienie pola z ilością proponowaną do produkcji następuje zgodnie z algorytmem: (ZAPAS WOLNY + EWENTULNY ZAPAS DODATKOWY + ILOŚĆ NA DOK.ZZ + ILOŚĆ NA DOK.ZPR) – POTRZEBY
- Zatwierdzona ilość do produkcji – pole edytowalne. Jego wartość można zmieniać wykorzystując opcję „Popraw” w tabeli poniżej z pozycjami planu.
- Przewidywany zapas – pole to przedstawia różnicę między potrzebami a ilością zatwierdzoną do produkcji. Analizując to pole otrzymamy informację kiedy zabraknie wyrobu / półproduktu.
- Planowane dostawy ZZ
- Ilość na ZZ bez terminu
- Ilość na ZPR bez dat
- Zapas min. (wg konfig.)
- Zapas magazynowy
- Zapas wolny
- Zapas dodatkowy – wyliczony wg formuły zdefiniowanej w konfiguracji
Pozostałe pola wypełniane są zgodnie z konfiguracją.
Dodatkowo, na tabeli z pozycjami planu, pod prawym przyciskiem myszy dostępne są następujące opcje: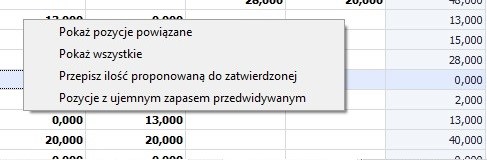
- Pokaż pozycje powiązane – po wybraniu tej opcji zostają wyświetlone tylko powiązane z bieżącą (pozycją wyrobu i półprodukty). Po wybraniu tej opcji mam informację o zastosowany filtrze.

- Pokaż wszystkie – po wybraniu tej opcji pojawiają się wszystkie pozycje, nie tylko powiązane.
- Przepisz ilość proponowaną do zatwierdzonej – opcja działa dla zaznaczonych pozycji – przepisuje wartość pola ilość proponowana do produkcji do pola ilości zatwierdzone.
- Pozycje z ujemnym zapasem przewidywanym – w tabeli z pozycjami planu produkcji wyświetlone zostają tylko te pozycje, dla których przewidywany zapas jest mniejszy od 0.
Sekcja 4:
Zaznacz / Odznacz – zaznaczenie / odznaczenie wszystkich komórek w danym zakresie czasowym. Można również zaznaczać indywidualnie – klawisz CTRL
Zapas przew. Ujemny – po naciśnięciu przycisku w tabeli z pozycjami planu produkcji, wyświetlone zostają tylko te pozycje, dla których przewidywany zapas jest mniejszy od 0. Opcja dostępna również pod prawym przyciskiem myszy na tabeli planu.
Ostatnie przeliczenie – informacje – data, czas – dotyczące ostatnich modyfikacji (przeliczenia) na planie produkcji, surowców i pracy.
Sekcja 5:
Zakładki planu produkcji:
Pozycje – wyświetla pozycje zaznaczone na widoku arkuszowym, m.in z informacją o typie pozycji.
Artykuły – szczegóły – Informacja dotycząca zapasu na każdym magazynie.
ZPR – powiązane – Zlecenia produkcyjne powiązane z pozycjami planu produkcyjnego.
Parametry ZPR – możliwość wyboru daty, rejestru, zlecenia produkcyjnego lub sposobu jego wyboru, ewentualnie kontrahenta ZPR. Dodatkowo wybór z podziałem na partie i dopełnieniem do ilości minimalnej.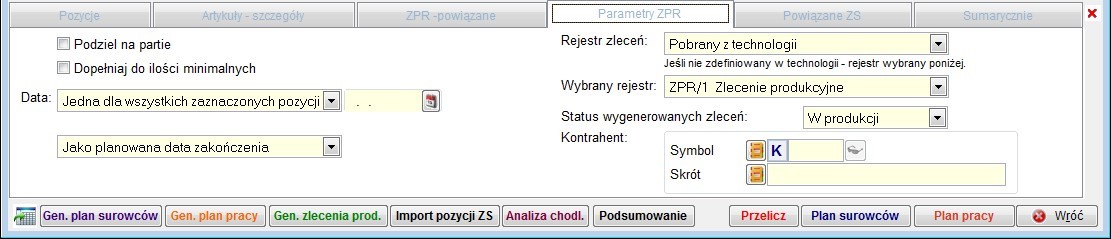
Powiązane ZS – Zamówienia na sprzedaż powiązane z pozycjami planu produkcyjnego.
Sumarycznie – Informacja podsumowująca, dotycząca ilości w jednostkach magazynowych, ilości na ZPR, zapasu i rezerwacji.
Sekcja 6:
Gen. Plan surowców – możliwość wygenerowania planu surowców dla zaznaczonych pozycji.
Gen. Plan pracy – możliwość wygenerowania planu pracy dla zaznaczonych pozycji.
Gen. Zlecenia prod. – możliwość wygenerowania zleceń produkcyjnych dla zaznaczonych pozycji planu o typie „Zatwierdzona ilość do produkcji” z ilością większą od 0.
Import pozycji ZS – możliwość przywołania niezrealizowanych pozycji zamówień z możliwością przeniesienia ich do planu. Przed przeniesieniem pozycji do planu, możliwe jest zdefiniowanie parametrów i opcji z jakimi pozycje zostaną zaimportowane. W Parametrach możemy przywołać pozycje wszystkich zamówień bądź tylko tego, na którym ustawiony był kursor, jak również możemy przefiltrować zamówienia po terminie realizacji.
W Opcjach dostępne są następujące ustawienia:
- Data pozycji planu:
– Termin realizacji z pozycji zamówień
– Jedna dla wszystkich pozycji
– Wskazywana dla każdej pozycji podczas importu
- Technologia:
– Wskazana na liście
– Główna zatwierdzona
– Wskazywana dla każdej pozycji podczas importu
- Półprodukty
– Tylko pozycja ZS do planu
– Rozłożenie na półprodukty
– Pytanie dla każdej pozycji podczas importu
- Gdy pozycja jest już na innym planie:
– Nie importuj
– Importuj ponownie
– Pytaj podczas importu czy zaimportować
- Gdy pozycja jest już w bieżącym planie:
– Nie importuj
– Importuj ponownie
– Pytaj podczas importu czy zaimportować.
Podczas importu można również ustawić status dokumentu ZS.
Analiza chodl. – analiza chodliwości wraz z parametrami wstępnymi, z opcją umożliwiającą przeniesienie zaznaczonych pozycji do planu produkcji.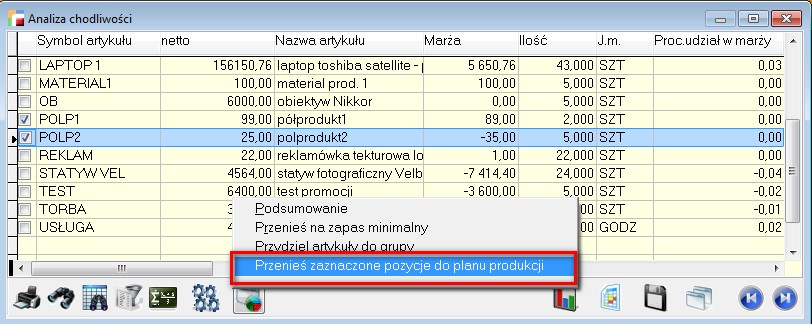
Podsumowanie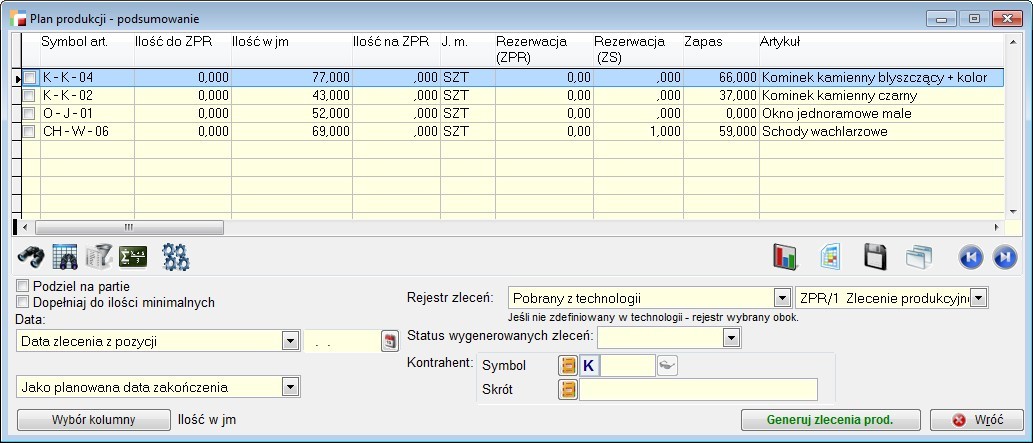
Podsumowanie – sumaryczne zestawienie wszystkich pozycji dostępnych na planie z możliwością wygenerowania zleceń produkcyjnych, po uprzednim wskazaniu odpowiednich parametrów.
Przelicz – opcja umożliwiająca ponowne przeliczenie planu produkcji od bieżącego dnia.
Plan surowców – przejście do Planu surowców. Wyświetlone zostaną dane, jeżeli został wygenerowany plan surowców, dla zaznaczonych pozycji planu produkcji
Plan pracy – przejście do Planu Pracy. Wyświetlone zostaną dane, jeżeli wcześniej został wygenerowany plan pracy.
Sekcja 7:
Opcje umożliwiające zamknięcie i przywrócenie zakładek na widok. Przywrócenie zakładek następuje również poprzez dwuklik na polu z wartością w tabeli pozycji.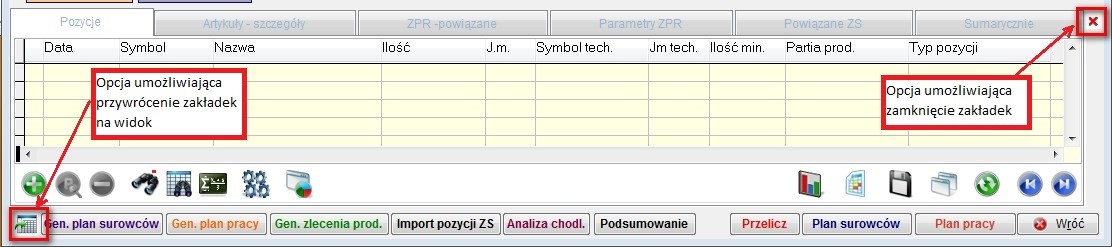
- Plan surowców
Plan surowców podlega przeliczeniu poprzez opcję dostępną w planie produkcji.
Główne założenia :
- wgląd w zapotrzebowanie surowcowe pod kątem planu produkcji
- szczegółowa analiza zdolności pod kątem bieżących zasobów magazynowych
- generowanie zamówień ZS
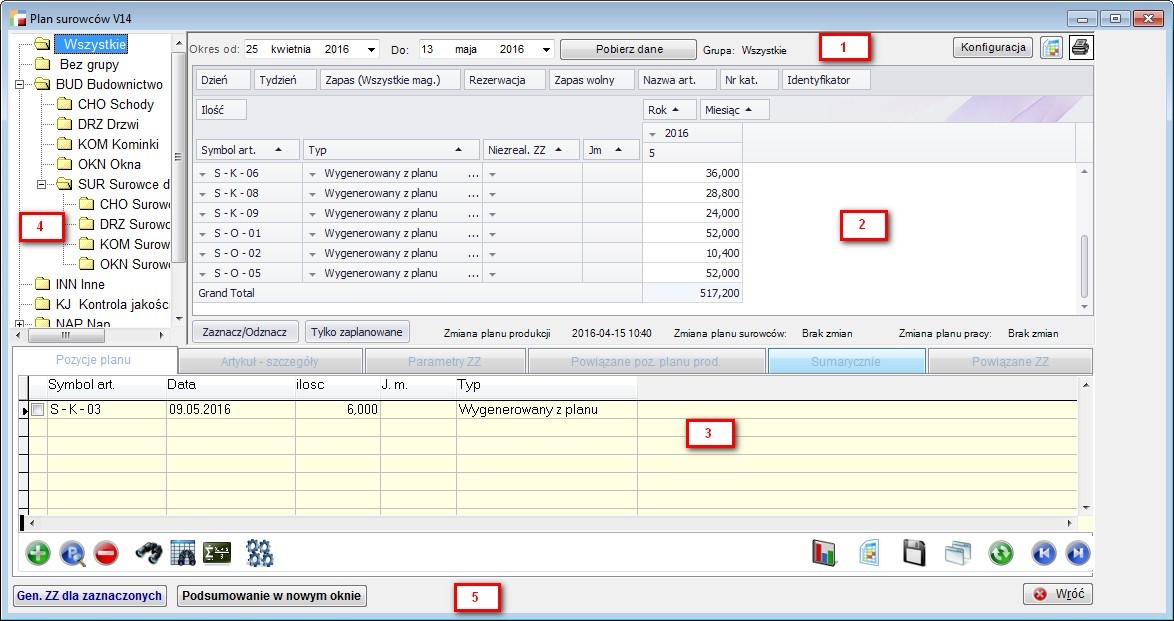
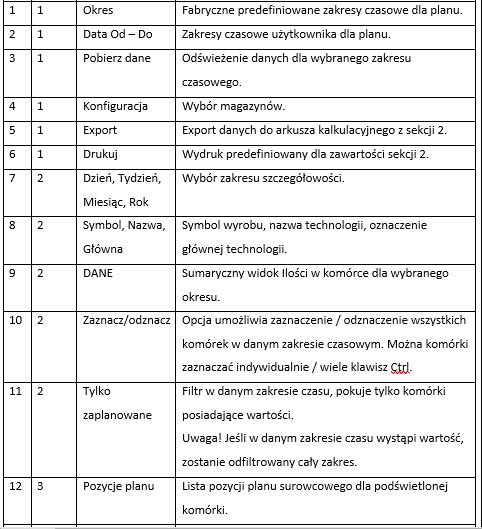
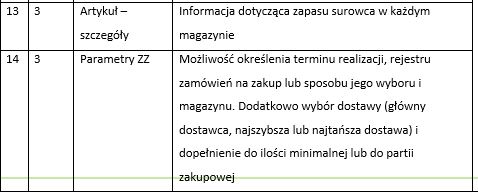
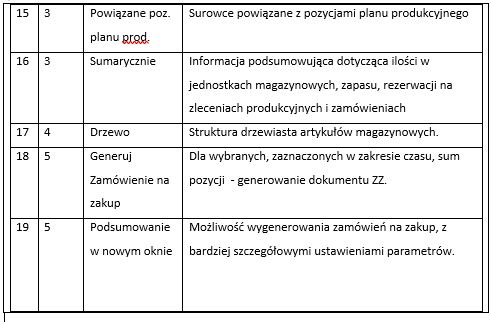
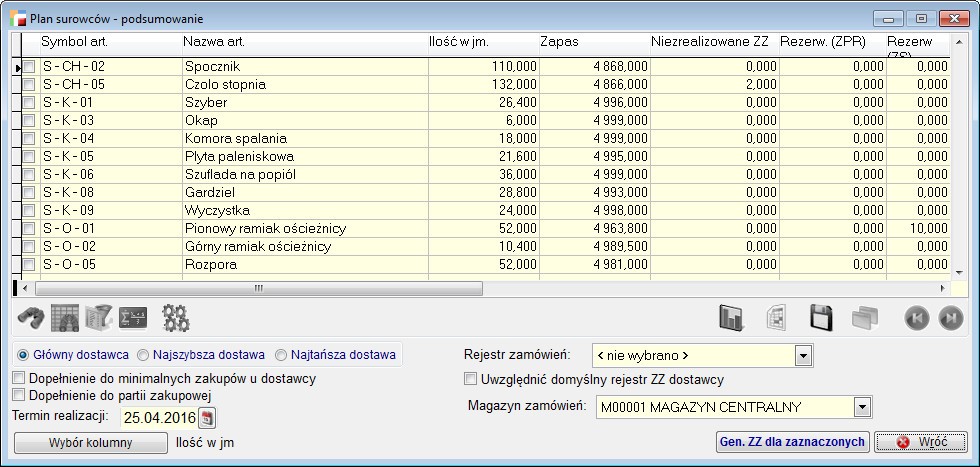
- Plan pracy
Plan pracy podlega przeliczeniu poprzez opcję dostępną w planie produkcji
Główne założenia:
- wgląd w zapotrzebowanie czasowe dla maszyn oraz pracowników pod kątem planu produkcji
- sumaryczna analiza zdolności pod kątem bieżących zasobów maszynowych oraz pracowniczych